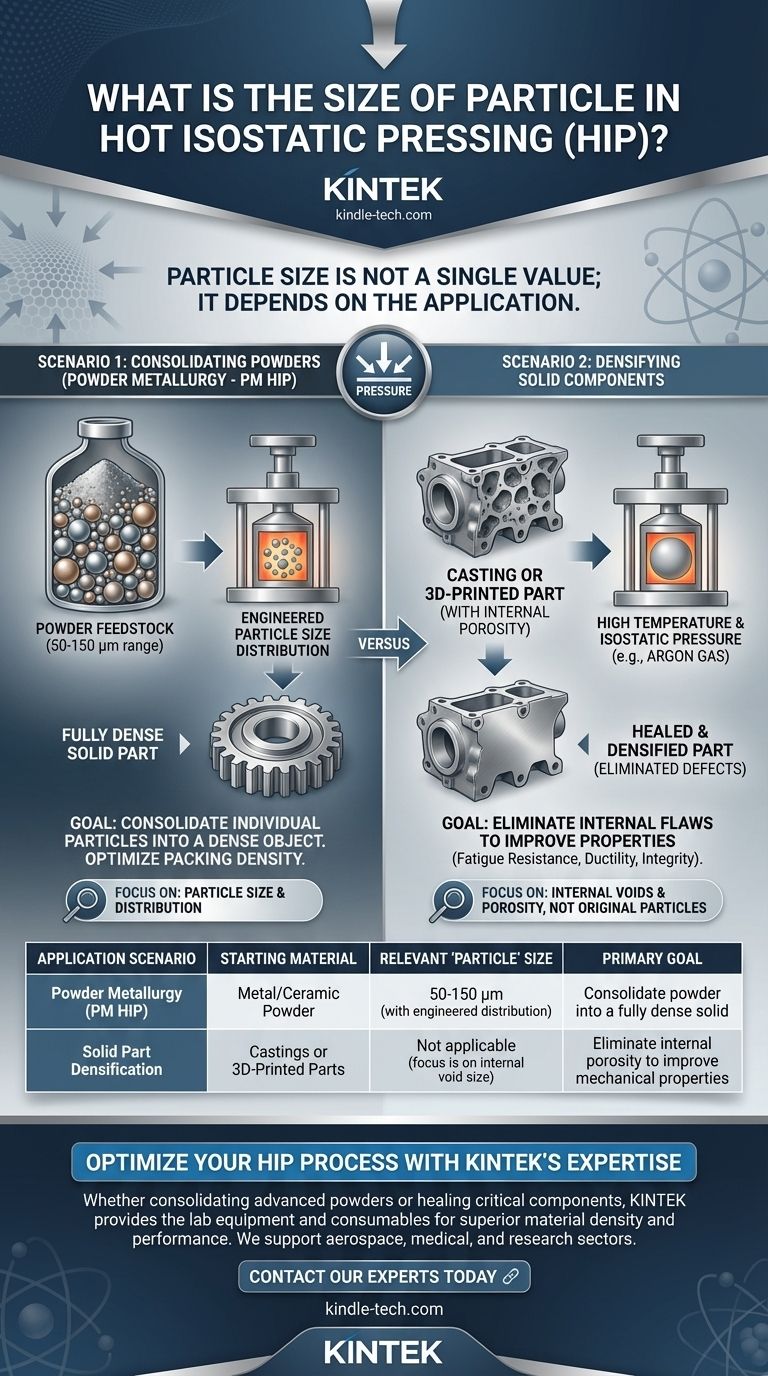
Размер частиц для горячего изостатического прессования (ГИП) не является единым значением; он полностью зависит от применения. Для процессов, начинающихся с металлических или керамических порошков, типичный диапазон может составлять от 50 до 150 микрометров, но ключевым моментом является использование определенного распределения размеров для обеспечения высокой плотности упаковки. Однако ГИП также часто используется для уплотнения твердых деталей, таких как отливки или компоненты, напечатанные на 3D-принтере, где концепция начального размера частиц не является основной проблемой.
Критически важным является понимание того, что горячее изостатическое прессование (ГИП) — это процесс консолидации и уплотнения, а не формования. Поэтому соответствующий вопрос о «частицах» полностью зависит от того, начинаете ли вы с контейнера с рыхлым порошком или с предварительно сформированного твердого компонента с внутренними пустотами.

Двойная роль горячего изостатического прессования
Вопрос пользователя предполагает, что ГИП всегда начинается с порошка. В действительности, этот процесс имеет два общих, но различных применения, которые фундаментально меняют наше представление об исходном материале.
Сценарий 1: Консолидация порошков (порошковая металлургия)
При создании детали с нуля с использованием порошка процесс известен как ГИП порошковой металлургии (PM HIP).
В этом контексте рыхлый металлический или керамический порошок запечатывается в контейнер или форму, имеющую вид конечной детали. Цель состоит в том, чтобы консолидировать эти отдельные частицы в полностью плотный, твердый объект.
Размер и распределение частиц порошка имеют решающее значение. Часто используется тщательно разработанная смесь более мелких и более крупных частиц для максимизации начальной «плотности насыпки», минимизируя пустое пространство между ними еще до начала цикла ГИП.
Сценарий 2: Уплотнение твердых компонентов
Другое важное применение ГИП — устранение внутренней пористости в уже сформированных деталях.
Это распространено для компонентов, произведенных методом литья или аддитивного производства (3D-печать). Эти процессы могут оставлять микроскопические пустоты или плохое сцепление слоев, которые действуют как концентраторы напряжений и потенциальные точки отказа.
В этом сценарии деталь уже является твердым объектом, близким к конечной форме. Процесс ГИП применяет высокую температуру и изостатическое давление, чтобы, по сути, «сжать» эти внутренние дефекты, создавая однородную и полностью плотную микроструктуру. Основное внимание уделяется пустотам, а не исходным частицам, из которых была сформирована деталь.
Почему важна исходная форма
Понимание вашего исходного материала — порошка или твердого тела — является наиболее важным фактором для успешного применения ГИП. Цели процесса различны для каждого.
Цель для порошков: Создание с нуля
Для PM HIP вы, по сути, создаете новое твердое тело. Процесс должен сварить каждую отдельную частицу с ее соседями.
Неправильное распределение частиц по размерам может привести к низкой начальной плотности упаковки, что потребует более значительного движения материала во время цикла ГИП и потенциально оставит остаточную пористость.
Цель для твердых тел: Устранение внутренних дефектов
Для уплотнения твердых деталей вы улучшаете существующий объект. Материал уже консолидирован, но содержит несовершенства.
Процесс направлен на устранение этих дефектов, как отмечено в ссылках, для улучшения таких свойств, как усталостная прочность, пластичность и общая целостность детали. Среда давления — обычно инертный газ, такой как аргон — действует равномерно на все поверхности, чтобы схлопнуть внутренние пустоты.
Распространенные заблуждения, которых следует избегать
Ясность в отношении роли ГИП предотвращает дорогостоящие ошибки при выборе процесса и спецификации материалов.
Заблуждение: ГИП предназначен только для порошков.
Масштабное применение ГИП, особенно в аэрокосмической и медицинской промышленности, заключается в уплотнении точных отливок. Этот процесс «восстановления» позволяет литым компонентам достигать надежности кованых или штампованных материалов.
Заблуждение: Подойдет любой высококачественный порошок.
Для PM HIP даже порошок высокой чистоты недостаточен, если распределение частиц по размерам неверно. Достижение высокой плотности упаковки само по себе является наукой и является предпосылкой для успешного результата.
Как применить это к вашему проекту
Ваш подход должен определяться вашей конечной целью и исходным материалом.
- Если ваша основная цель — создание полностью плотного компонента из сырого порошка: Вы должны спроектировать распределение частиц по размерам, чтобы максимизировать начальную плотность упаковки перед циклом ГИП.
- Если ваша основная цель — улучшение механических свойств литой или напечатанной на 3D-принтере детали: Вас беспокоит размер и распределение внутренних пустот внутри существующего компонента, а не исходное сырье в виде частиц.
В конечном итоге, понимание того, создаете ли вы деталь или восстанавливаете ее, является ключом к правильному применению возможностей горячего изостатического прессования.
Сводная таблица:
| Сценарий применения | Исходный материал | Соответствующий размер «частиц» | Основная цель |
|---|---|---|---|
| Порошковая металлургия (PM HIP) | Металлический/керамический порошок | 50-150 мкм (с разработанным распределением) | Консолидация порошка в полностью плотное твердое тело |
| Уплотнение твердых деталей | Отливки или детали, напечатанные на 3D-принтере | Неприменимо (основное внимание уделяется размеру внутренних пустот) | Устранение внутренней пористости для улучшения механических свойств |
Оптимизируйте ваш процесс ГИП с помощью опыта KINTEK
Независимо от того, консолидируете ли вы передовые порошки или восстанавливаете критически важные компоненты после литья и аддитивного производства, правильный подход к подготовке материала имеет важное значение для успеха. KINTEK специализируется на предоставлении лабораторного оборудования и расходных материалов, необходимых для поддержки ваших применений горячего изостатического прессования.
Мы помогаем нашим клиентам в аэрокосмической, медицинской и исследовательской отраслях достигать превосходной плотности и производительности материалов. Позвольте нам помочь вам в выборе правильных инструментов и материалов для ваших конкретных потребностей в ГИП.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем улучшить ваш процесс ГИП и обеспечить оптимальные результаты для вашей лаборатории.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Пресс-формы для изостатического прессования для лаборатории
- Нагревательный гидравлический пресс 24Т 30Т 60Т с нагревательными плитами для лабораторного горячего прессования
- Автоматический гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования 25Т 30Т 50Т
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
Люди также спрашивают
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Почему использование изостатического пресса для зеленых тел LSGM приводит к снижению температуры спекания? Повышение плотности
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Какова продолжительность горячего изостатического прессования? Раскрываем переменные, влияющие на время цикла
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм







