По своей сути, термообработка горячим изостатическим прессованием (ГИП) — это процесс, который одновременно применяет высокую температуру и равномерный газ высокого давления к материалу. Эта комбинация эффективно «выдавливает» внутренние дефекты, такие как микроскопические поры (пористость), создавая полностью плотный компонент с превосходными механическими свойствами. Ключевые этапы включают загрузку детали в герметичный сосуд, ее нагрев, создание давления в сосуде инертным газом, таким как аргон, выдержку в этих условиях, а затем охлаждение.
Основная цель ГИП заключается не просто в нагреве материала, а в использовании тепла для придания ему достаточной пластичности, чтобы инертный газ высокого давления мог физически схлопнуть и устранить внутренние пустоты. Это превращает потенциально дефектный компонент в прочный и надежный.

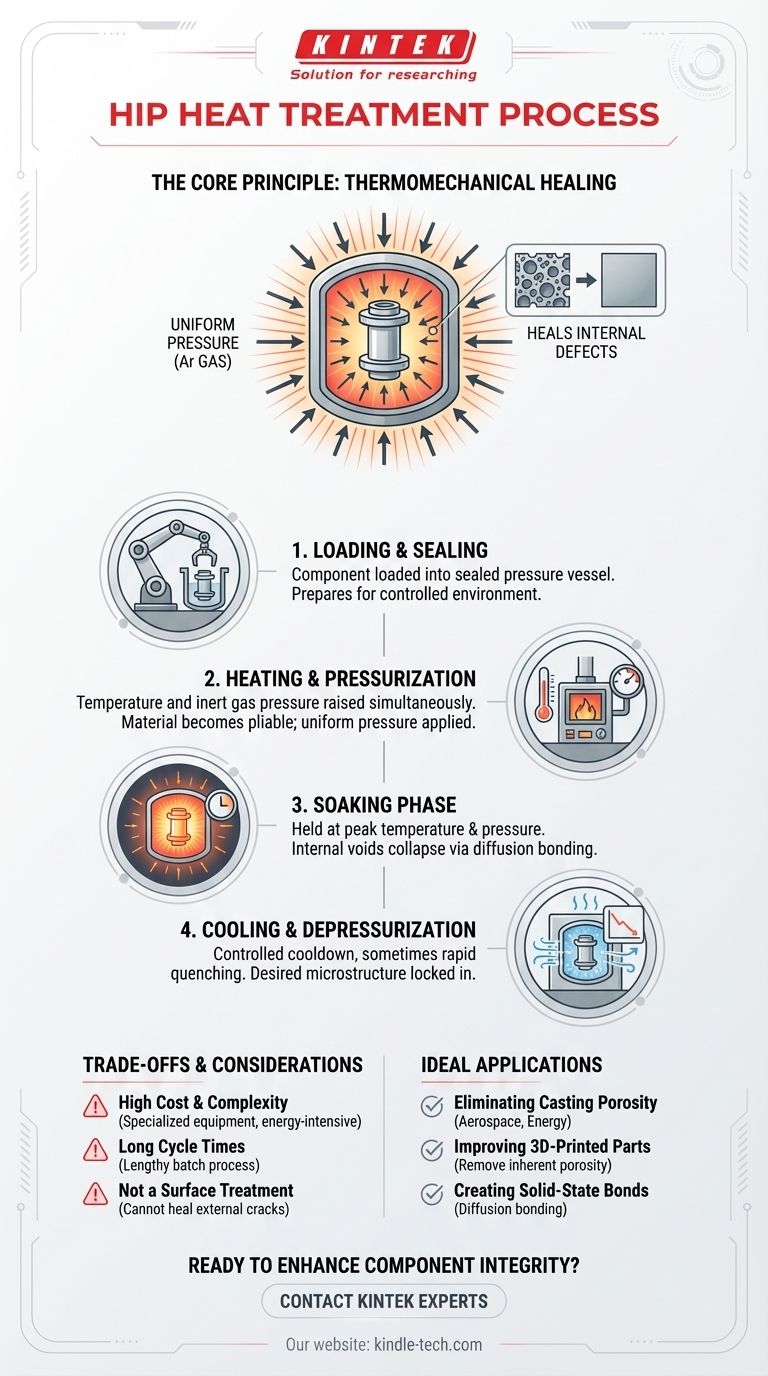
Основной принцип: как ГИП "лечит" материалы
Чтобы по-настоящему понять процесс ГИП, вы должны признать его термомеханической обработкой. Тепло и давление работают в идеальном согласии, каждый из них играет критическую роль в преобразовании внутренней структуры материала.
Роль высокой температуры
Первый шаг — нагрев. Повышение температуры материала до диапазона его пластической деформации делает его мягким и податливым. Эта тепловая энергия позволяет атомам внутри материала свободнее двигаться, что является необходимым условием для устранения дефектов.
Функция изостатического давления
Пока материал горячий и мягкий, инертный газ (обычно аргон) закачивается в герметичный сосуд, создавая огромное давление. Термин изостатическое является ключевым — он означает, что давление применяется равномерно со всех сторон. Эта равномерная сила мягко сжимает компонент, схлопывая любые внутренние поры, пустоты или микротрещины.
Важность инертного газа
Использование инертного газа, такого как аргон, является обязательным. При таких высоких температурах реактивный газ, такой как кислород, вызвал бы сильное окисление и повредил бы компонент. Аргон служит чистой, нереактивной средой для передачи давления без изменения химического состава материала.
Пошаговое описание цикла ГИП
Хотя конкретные параметры варьируются в зависимости от материала и применения, каждый цикл ГИП следует четкой и контролируемой последовательности, которая может длиться от 8 до 12 часов и более.
Загрузка и герметизация
Компоненты аккуратно загружаются в печную секцию сосуда высокого давления ГИП. После загрузки сосуд герметично запечатывается для удержания экстремальных давлений и температур, которые будут применены.
Нагрев и создание давления
Внутренняя печь начинает нагревать компоненты в соответствии с заранее определенным температурным профилем. Одновременно аргон закачивается в сосуд, повышая внутреннее давление до целевого уровня. Тепло и давление повышаются одновременно контролируемым образом.
Фаза выдержки
Это основная фаза обработки, когда материал "выдерживается" при определенной пиковой температуре и давлении. В течение этого времени выдержки комбинация тепла и изостатической силы заставляет поверхности внутренних пустот соединяться на атомном уровне, процесс, известный как диффузионная сварка. Именно это устраняет пористость.
Охлаждение и сброс давления
После периода выдержки цикл завершается контролируемой фазой охлаждения. Некоторые передовые установки ГИП могут выполнять быстрое охлаждение под давлением, которое действует как этап закалки. Это может зафиксировать желаемую микроструктуру, сочетая преимущества ГИП с термообработкой в одном цикле.
Понимание компромиссов и соображений
ГИП — невероятно мощный процесс, но это не универсальное решение. Понимание его ограничений критически важно для его эффективного применения.
Высокая стоимость и сложность
Установки ГИП — это высокоспециализированное и дорогостоящее оборудование, требующее сосуда высокого давления, способного выдерживать экстремальные условия. Процесс энергоемкий и потребляет большое количество аргона, что делает его дорогостоящим этапом, предназначенным для высокоценных компонентов.
Длительное время цикла
Как отмечалось, типичный цикл ГИП — это длительный пакетный процесс. Эта большая продолжительность должна учитываться при планировании сроков производства и затрат, поскольку она может стать значительным узким местом по сравнению с другими методами термообработки.
Не поверхностная обработка
ГИП предназначен для устранения внутренних дефектов. Он не может "залечить" трещины или пустоты, открытые на поверхности детали. Газ под давлением просто проникнет в трещину снаружи, выравнивая давление и препятствуя ее закрытию.
Правильный выбор для вашей цели
Применение ГИП должно быть обдуманным решением, обусловленным конкретной инженерной необходимостью.
- Если ваша основная цель — устранение литейной пористости: ГИП является отраслевым стандартом для повышения плотности и усталостной долговечности критически важных литых компонентов в аэрокосмической и энергетической отраслях.
- Если ваша основная цель — улучшение металлических деталей, напечатанных на 3D-принтере: ГИП является жизненно важным этапом постобработки для удаления присущей пористости при аддитивном производстве, значительно улучшая прочность и надежность детали.
- Если ваша основная цель — создание твердотельных соединений: Процесс исключительно эффективен для диффузионной сварки разнородных материалов или консолидации металлических порошков в полностью плотные детали, близкие к окончательной форме.
В конечном итоге, понимание процесса ГИП дает вам возможность определить этап производства, который превращает хорошие компоненты в исключительные.
Сводная таблица:
| Этап процесса ГИП | Ключевая функция | Результат |
|---|---|---|
| Загрузка и герметизация | Компонент помещается в герметичный сосуд высокого давления. | Подготовка к контролируемой среде. |
| Нагрев и создание давления | Температура и давление инертного газа повышаются одновременно. | Материал становится податливым; давление применяется равномерно. |
| Фаза выдержки | Выдержка при пиковой температуре и давлении. | Внутренние пустоты схлопываются посредством диффузионной сварки. |
| Охлаждение и сброс давления | Контролируемое охлаждение, иногда с быстрой закалкой. | Желаемая микроструктура фиксируется; цикл завершается. |
Готовы повысить целостность и производительность ваших критически важных компонентов?
KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах, удовлетворяя точные потребности лабораторий в аэрокосмической, аддитивной и энергетической отраслях. Процесс ГИП является краеугольным камнем создания надежных, высокоценных деталей.
Позвольте нашим экспертам помочь вам определить, является ли ГИП правильным решением для вашего применения. Мы предоставляем технологии и поддержку для устранения пористости и достижения превосходных свойств материала.
Свяжитесь с нашей командой сегодня для консультации и узнайте, как KINTEK может поддержать ваши цели в области качества и инноваций.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Пресс-формы для изостатического прессования для лаборатории
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
Люди также спрашивают
- Как горячие изостатические прессы улучшают характеристики сухих электродов? Повышение проводимости ASSB с помощью тепла и давления
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?
- Почему использование изостатического пресса для зеленых тел LSGM приводит к снижению температуры спекания? Повышение плотности
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов

















