По своей сути, принцип горячего изостатического прессования (ГИП) — это производственный процесс, при котором компонент подвергается воздействию как высокой температуры, так и экстремального, равномерного давления со всех сторон. Используя инертный газ, такой как аргон, в качестве среды для создания давления, это сочетание тепла и давления фундаментально улучшает материал, устраняя внутреннюю пористость и создавая полностью плотную, однородную микроструктуру.
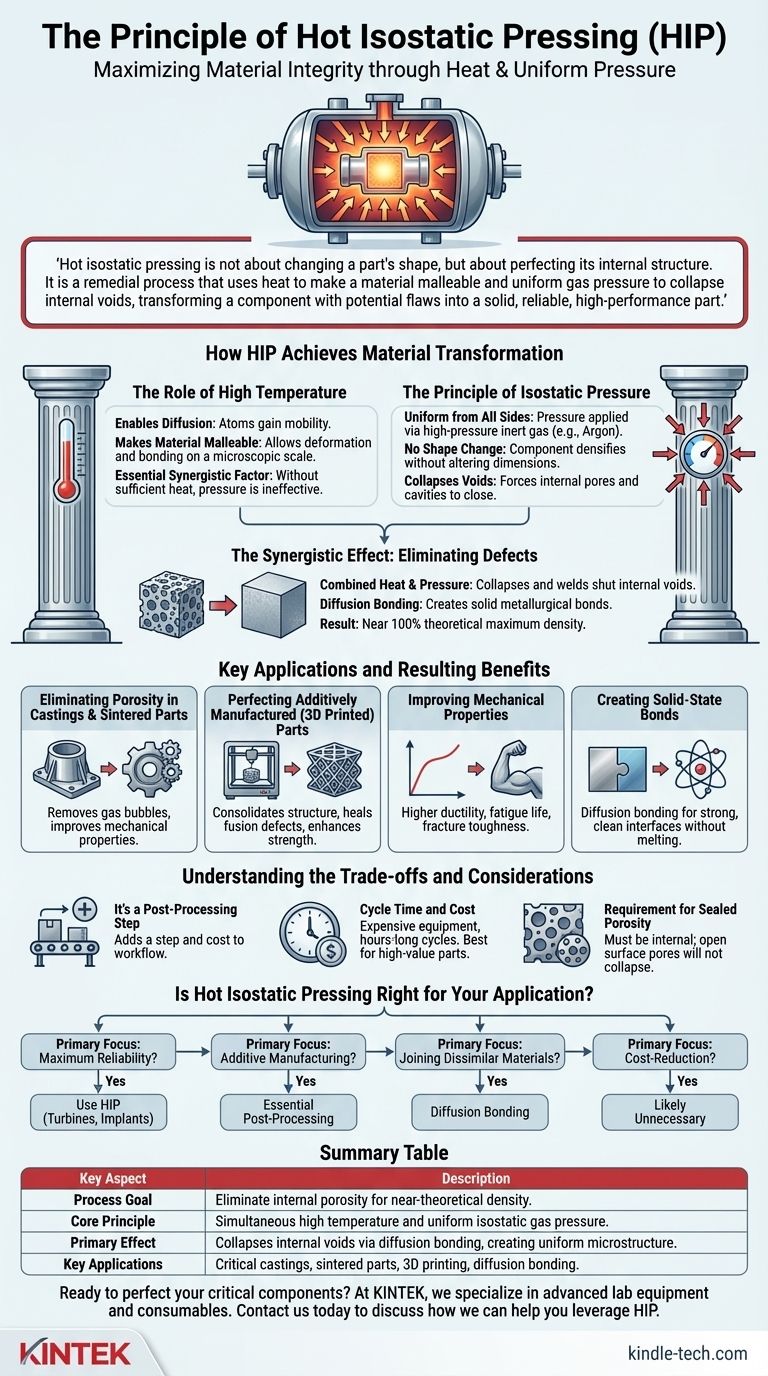
Горячее изостатическое прессование направлено не на изменение формы детали, а на совершенствование ее внутренней структуры. Это корректирующий процесс, который использует тепло, чтобы сделать материал пластичным, и равномерное давление газа, чтобы схлопнуть внутренние пустоты, превращая компонент с потенциальными дефектами в прочную, надежную, высокопроизводительную деталь.

Как ГИП обеспечивает трансформацию материала
Эффективность ГИП заключается в точном, одновременном применении тепла и давления. Каждое из них играет отдельную и решающую роль в преобразовании материала на микроскопическом уровне.
Роль высокой температуры
«Горячий» в ГИП является фактором, способствующим изменениям. Нагрев компонента до повышенной температуры (обычно ниже точки плавления) придает атомам внутри материала достаточно энергии для движения.
Эта повышенная подвижность атомов, известная как диффузия, делает материал достаточно мягким и пластичным, чтобы деформироваться и свариваться в микроскопическом масштабе. Без достаточного тепла одно только давление было бы неэффективным.
Принцип изостатического давления
«Изостатический» означает, что давление прикладывается равномерно со всех направлений. Это достигается путем помещения компонента внутрь герметичной сосуда высокого давления и подачи инертного газа под высоким давлением.
В отличие от механического прессования, которое прикладывает силу с одного или двух направлений, газ обволакивает деталь и оказывает равное давление на каждую точку ее поверхности. Это гарантирует уплотнение компонента без изменения его общей формы или размеров.
Синергетический эффект: устранение дефектов
Сочетание тепла и давления работает на схлопывание и заваривание внутренних пустот. Тепло делает материал податливым, в то время как огромное внешнее давление создает разницу давлений, которая сжимает любые внутренние поры или полости.
Как только стенки этих пустот принудительно соприкасаются, высокая температура способствует диффузионной сварке, создавая бесшовное, прочное металлургическое соединение там, где раньше был дефект. В результате получается деталь, плотность которой приближается к 100% от ее теоретически максимальной плотности.
Ключевые области применения и сопутствующие преимущества
ГИП используется не как основной метод формования, а как критический этап постобработки для совершенствования компонентов, изготовленных другими способами. Его преимущества напрямую связаны с устранением внутренних дефектов.
Устранение пористости в литых и спеченных деталях
Традиционные процессы литья и порошковой металлургии могут оставлять после себя микроскопические газовые пузырьки или пустоты. ГИП эффективно удаляет эту пористость, резко улучшая механические свойства готового компонента.
Совершенствование деталей, изготовленных аддитивным способом (3D-печать)
Металлическая 3D-печать часто страдает от таких проблем, как неполное спекание между слоями и захваченная пористость. ГИП является практически обязательным этапом для критически важных 3D-печатных деталей, поскольку оно консолидирует структуру, устраняет эти дефекты и создает однородную микроструктуру с превосходной прочностью и усталостной долговечностью.
Улучшение механических свойств
Создавая полностью плотный и гомогенный материал, ГИП значительно улучшает ключевые эксплуатационные характеристики. Детали, обработанные ГИП, демонстрируют более высокую пластичность, превосходный усталостный ресурс и большую трещиностойкость, что делает их более надежными в самых ответственных областях применения.
Создание твердофазных соединений
ГИП может использоваться для диффузионной сварки двух или более отдельных деталей, даже если они изготовлены из разнородных материалов. Под воздействием тепла и давления атомы на границе раздела диффундируют через границу, создавая непрерывное твердофазное соединение без какого-либо плавления или жидкой фазы.
Понимание компромиссов и соображений
Несмотря на свою мощность, ГИП является специализированным процессом с особыми требованиями и ограничениями, которые важно понимать.
Это этап постобработки
ГИП не создает деталь с нуля; он улучшает деталь, которая уже имеет близкую к конечной форму. Это добавляет дополнительный шаг и связанные с ним затраты к общему производственному рабочему процессу.
Время цикла и стоимость
Оборудование, необходимое для ГИП, дорогостоящее, а циклы процесса — включающие контролируемый нагрев, создание давления, время выдержки и охлаждение — могут занимать несколько часов. Это делает его наиболее подходящим для дорогостоящих компонентов, где производительность и надежность не подлежат обсуждению.
Требование запечатанной пористости
Чтобы ГИП сработал, любая пористость должна быть внутренней для детали и не сообщаться с поверхностью. Если пора открыта на поверхность, нагнетаемый газ просто заполнит полость, уравнивая давление и не давая ей схлопнуться.
Подходит ли горячее изостатическое прессование для вашего применения?
Выбор использования ГИП полностью зависит от требований к производительности и ценности конечного компонента.
- Если ваш основной фокус — максимальная надежность и производительность: Используйте ГИП для устранения внутренних дефектов в критически важных компонентах, таких как лопатки турбин, медицинские имплантаты или высоконагруженные конструкционные детали, для достижения теоретической плотности и превосходных механических свойств.
- Если ваш основной фокус — производство деталей с помощью аддитивного производства: Рассматривайте ГИП как важнейший этап постобработки для устранения присущей пористости, улучшения спекания слоев и обеспечения целостности материала, необходимой для функциональных деталей конечного использования.
- Если ваш основной фокус — соединение разнородных материалов без плавления: Используйте ГИП для диффузионной сварки, чтобы создавать прочные, чистые границы раздела, которые невозможно достичь с помощью традиционных методов сварки или пайки.
- Если ваш основной фокус — снижение затрат на некритические детали: ГИП, вероятно, не потребуется, поскольку его преимущества могут не оправдать дополнительных затрат и времени для компонентов, где внутренняя микроструктура не является движущей силой производительности.
В конечном счете, понимание принципа ГИП позволяет вам точно определить, где он приносит наибольшую пользу, превращая хорошие компоненты в исключительные.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Цель процесса | Устранение внутренней пористости и дефектов для достижения почти теоретической плотности. |
| Основной принцип | Одновременное применение высокой температуры и равномерного изостатического газового давления. |
| Основной эффект | Схлопывание внутренних пустот посредством диффузионной сварки, создание однородной микроструктуры. |
| Ключевые области применения | Критические отливки, спеченные детали, аддитивное производство (3D-печать), диффузионная сварка. |
Готовы усовершенствовать свои критически важные компоненты?
В KINTEK мы специализируемся на предоставлении передового лабораторного оборудования и расходных материалов для удовлетворения ваших самых требовательных лабораторных нужд. Если вы производите дорогостоящие детали, такие как лопатки турбин, медицинские имплантаты или 3D-печатные компоненты, наш опыт поможет вам использовать горячее изостатическое прессование для достижения непревзойденной целостности материала и производительности.
Свяжитесь с нами сегодня через нашу форму обратной связи, чтобы обсудить, как наши решения могут помочь вам устранить внутренние дефекты и обеспечить надежность ваших наиболее важных деталей.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Как горячие изостатические прессы улучшают характеристики сухих электродов? Повышение проводимости ASSB с помощью тепла и давления
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне

















