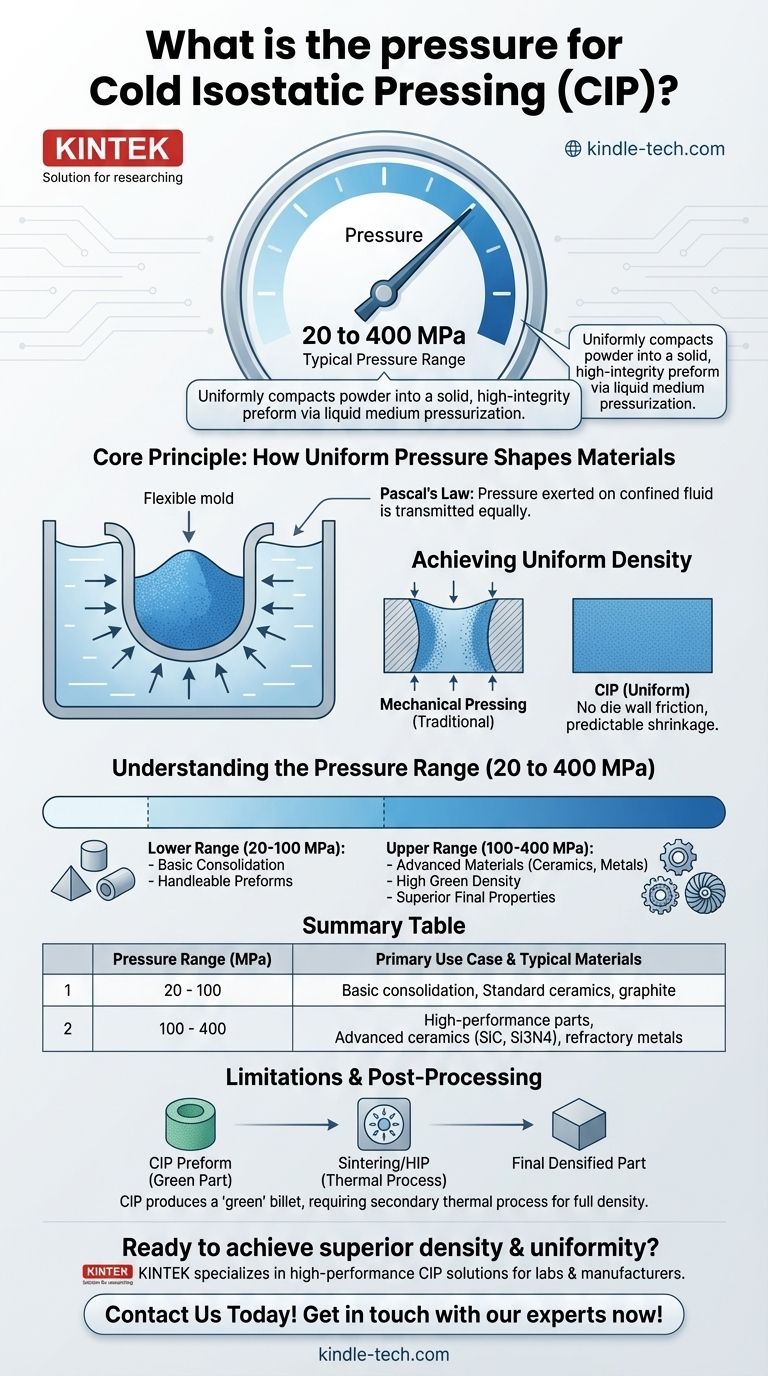
Типичный диапазон давления для холодного изостатического прессования (ХИП) составляет от 20 до 400 МПа. Этот процесс включает погружение гибкой формы, заполненной порошком, в жидкую среду, которая затем подвергается давлению для равномерного уплотнения порошка в твердую заготовку с высокой целостностью.
Ключ к пониманию холодного изостатического прессования заключается не только в высоком давлении, но и в том, как это давление применяется. Используя жидкость, ХИП оказывает идеально равномерное усилие со всех сторон, создавая заготовку материала с исключительной плотностью и структурной однородностью, которую трудно достичь при традиционном механическом прессовании.

Основной принцип: Как равномерное давление формирует материалы
Холодное изостатическое прессование использует фундаментальный принцип гидродинамики — закон Паскаля, который гласит, что давление, оказываемое на замкнутую жидкость, передается одинаково во всех направлениях. Это источник его основных преимуществ.
Роль жидкой среды
В процессе используется жидкость, как правило, вода, смешанная с ингибитором коррозии, в качестве среды для передачи давления. Внешний насос создает давление этой жидкости внутри прочной камеры.
Поскольку давление передается через жидкость, каждая поверхность гибкой формы испытывает абсолютно одинаковую силу, что исключает градиенты давления и внутренние напряжения, характерные для одноосного (однонаправленного) прессования.
Достижение равномерной плотности
Это равномерное приложение давления является прямой причиной высокой однородности плотности полученной детали.
При механическом прессовании трение о стенки матрицы может вызвать колебания плотности внутри детали. ХИП полностью избегает этого, что приводит к предсказуемой, равномерной усадке на последующей стадии обжига или спекания.
Формование сложных и крупногабаритных изделий
Поскольку «матрица» представляет собой гибкую форму, а давление является гидростатическим, ХИП исключительно универсально. Оно позволяет изготавливать очень крупные детали или детали со сложной геометрией, которые были бы непрактичными или невозможными для создания с помощью жестких матриц.
Понимание диапазона давлений (от 20 до 400 МПа)
Конкретное давление, используемое в этом широком диапазоне, определяется обрабатываемым материалом и желаемой конечной плотностью заготовки, часто называемой «зеленой» деталью.
Нижний предел: Базовая консолидация
Давления в нижнем диапазоне (например, 20–100 МПа) достаточны для уплотнения менее требовательных порошков или когда основная цель — просто создать пригодную для обработки заготовку для дальнейшей обработки.
Верхний предел: Передовые материалы
Высокие давления, приближающиеся к 400 МПа, необходимы для уплотнения очень твердых или мелкодисперсных порошков, таких как передовая керамика, например, нитрид кремния и карбид кремния.
Это экстремальное давление требуется для преодоления межчастичного сопротивления и достижения высокой «зеленой плотности», что имеет решающее значение для производства высокоэффективного конечного компонента.
Влияние на конечный продукт
Более высокое давление ХИП напрямую приводит к получению заготовок с большей целостностью. Эти плотные детали демонстрируют минимальное коробление или растрескивание при обжиге и обладают улучшенными механическими свойствами, прочностью и коррозионной стойкостью в их конечном, спеченном состоянии.
Практическое применение и компромиссы
ХИП не является универсальным решением; это специализированный инструмент, выбираемый из-за его специфических преимуществ в порошковой металлургии и технической керамике.
Основные материалы, обрабатываемые с помощью ХИП
Эта технология необходима для производства высококачественных компонентов из таких материалов, как:
- Передовая керамика (карбид кремния, нитрид кремния, карбид бора)
- Графит и тугоплавкие материалы
- Электрические изоляторы
- Тугоплавкие металлы
Когда выбирать ХИП вместо других методов
ХИП часто выбирают, когда высокие первоначальные затраты на изготовление жестких прессов не могут быть оправданы, например, для небольших объемов производства или прототипирования. Это также предпочтительный метод для деталей, которые слишком велики или геометрически сложны для традиционных прессов.
Ограничения, которые следует учитывать
Важно понимать, что ХИП производит заготовку или «зеленый» слиток, а не готовую деталь. Уплотненный порошок обладает хорошей целостностью, но еще не достиг полной плотности.
Почти всегда требуется вторичный термический процесс, такой как спекание или горячее изостатическое прессование (ГИП), для связывания частиц вместе и достижения желаемых конечных свойств материала и полной плотности.
Принятие правильного решения для вашей цели
Выбор соответствующего давления и процесса полностью зависит от вашего материала и требований конечного использования.
- Если ваша основная цель — базовая консолидация стандартного порошка: Может быть достаточно более низкого диапазона давления, что будет более экономичным для создания пригодной для обработки заготовки.
- Если ваша основная цель — производство высокоэффективной технической керамики: Необходим цикл ХИП с высоким давлением для достижения высокой зеленой плотности, необходимой для превосходных конечных свойств.
- Если ваша основная цель — экономичное прототипирование или формование больших, сложных деталей: ХИП — идеальный выбор, поскольку он позволяет избежать высоких затрат и геометрических ограничений жестких наборов матриц.
Применяя давление гидростатически, холодное изостатическое прессование позволяет создавать превосходные заготовки материалов с непревзойденной однородностью.
Сводная таблица:
| Диапазон давления (МПа) | Основной вариант использования | Типичные материалы |
|---|---|---|
| 20 - 100 | Базовая консолидация порошка, пригодные для обработки заготовки | Стандартная керамика, графит |
| 100 - 400 | Высокоэффективные детали, высокая зеленая плотность | Передовая керамика (SiC, Si3N4), тугоплавкие металлы |
Готовы достичь превосходной плотности и однородности в вашей передовой керамике или металлических порошках?
В KINTEK мы специализируемся на предоставлении высокоэффективных решений для холодного изостатического прессования для лабораторий и производителей. Наш опыт гарантирует, что вы получите точный контроль давления, необходимый для создания заготовок с высокой целостностью и исключительной структурной однородностью.
Свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование и расходные материалы для ХИП могут улучшить вашу обработку материалов и обеспечить необходимые высококачественные результаты.
Свяжитесь с нашими экспертами прямо сейчас!
Визуальное руководство
Связанные товары
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
Люди также спрашивают
- Что такое изостатическое прессование? Достижение равномерной плотности в сложных деталях
- Что такое холодный изостатический процесс? Достижение равномерной плотности в сложных порошковых деталях
- Какую роль играет холодное изостатическое прессование в формировании затравочных стержней для выращивания монокристаллов? Обеспечение стабильности.
- Что такое метод изостатического прессования для керамики? Достижение однородной плотности для сложных деталей
- Что такое горячее и холодное изостатическое прессование? Руководство по формованию и уплотнению материалов












