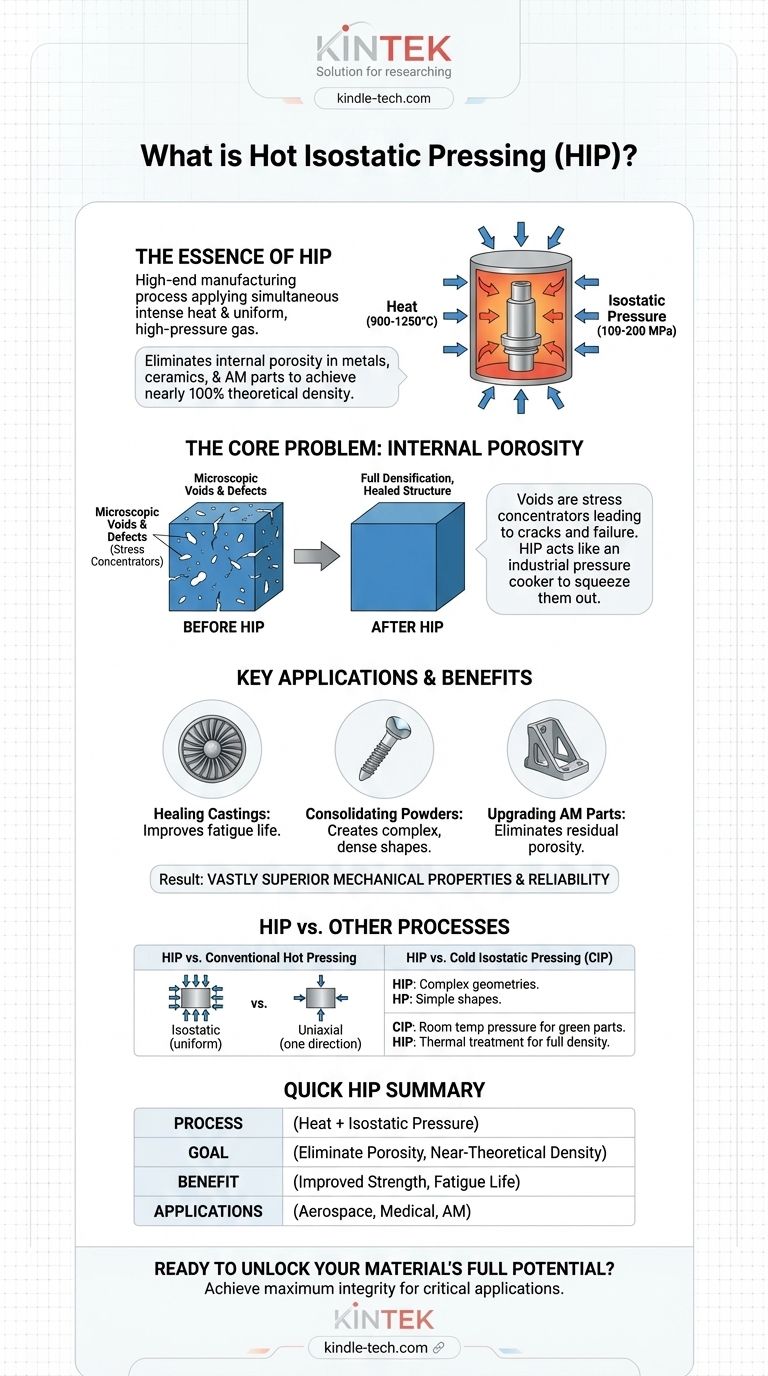
По сути, горячее изостатическое прессование (ГИП) — это высокотехнологичный производственный процесс, который одновременно воздействует на материал интенсивным теплом и равномерным высоким давлением газа. Эта комбинация устраняет внутреннюю пористость и дефекты в металлах, керамике или деталях, изготовленных аддитивным способом, доводя их плотность почти до 100% от теоретического максимума. В результате получается компонент с гораздо более высокими механическими свойствами и надежностью.
Основная цель горячего изостатического прессования — не создание формы, а совершенствование внутренней структуры материала. Оно действует как промышленная скороварка, используя экстремальную температуру и изостатическое давление для выдавливания микроскопических пустот, что резко повышает прочность материала, его усталостную долговечность и общую целостность.

Основная проблема, которую решает ГИП: внутренняя пористость
Почему пустоты — враг
Во многих передовых производственных процессах, таких как литье, порошковая металлургия или даже 3D-печать, в конечном изделии могут оставаться микроскопические пустоты или поры. Эти дефекты не видны невооруженным глазом, но они действуют как концентраторы напряжений, становясь начальными точками для образования трещин и последующего разрушения материала под нагрузкой.
Механизм ГИП: тепло и равномерное давление
Процесс ГИП помещает компонент внутрь сосуда высокого давления. Сосуд нагревается до температуры, достаточной для того, чтобы материал стал несколько пластичным, обычно от 900°C до 1250°C для сталей и суперсплавов.
Одновременно сосуд заполняется инертным газом под высоким давлением, например, аргоном, создавая давление 100–200 МПа (15 000–30 000 фунтов на квадратный дюйм). Это давление является изостатическим, то есть оно действует на деталь равномерно со всех сторон.
Результат: 100% теоретическая плотность
Сочетание высокой температуры и изостатического давления заставляет материал деформироваться на микроскопическом уровне, схлопывая внутренние пустоты. Этот процесс эффективно сваривает материал изнутри, устраняя дефекты, которые компрометируют производительность, и достигая полной уплотненности.
Ключевые области применения в высокопроизводительных отраслях
Устранение дефектов в отливках
Для критически важных литых компонентов, таких как лопатки турбин или блоки двигателей для аэрокосмической отрасли, ГИП используется в качестве этапа постобработки. Он закрывает микроусадочную пористость, присущую процессу литья, значительно повышая усталостную долговечность и надежность этих дорогостоящих деталей.
Консолидация порошковых металлов и керамики
ГИП может напрямую прессовать металлические или керамические порошки в твердый, полностью плотный компонент. Порошки запечатываются в гибкую форму, которая подвергается циклу ГИП, создавая сложную деталь, близкую к конечной форме, со свойствами, часто превосходящими свойства, полученные традиционными методами.
Улучшение деталей, изготовленных аддитивным способом
3D-печать металлами (аддитивное производство) — это революция, но детали часто содержат остаточную пористость, что делает их непригодными для критически важных применений. ГИП является важнейшим заключительным этапом для устранения этих пустот, делая 3D-печатные детали достаточно прочными для использования в аэрокосмической отрасли, в медицинских имплантатах и оборонных системах.
Понимание компромиссов и ограничений
ГИП против традиционного горячего прессования
Традиционное горячее прессование оказывает давление только в одном направлении (одноосное), что подходит для изготовления простых форм, таких как слитки. ГИП, благодаря своему изостатическому давлению, может производить детали с гораздо более сложной геометрией.
ГИП против холодного изостатического прессования (ХИП)
Это не конкурирующие процессы, а часто используемые последовательно. ХИП использует давление при комнатной температуре для уплотнения порошков в предварительную, хрупкую «сырую» деталь. Затем ГИП используется в качестве термической обработки для полного уплотнения этой детали.
Ограничение по допускам на размеры
Хотя ГИП может производить сложные «близкие к конечным» формы, близкие к конечным размерам, он не обеспечивает идеальной точности размеров из-за использования гибкой формы. Для компонентов, требующих очень жестких допусков, почти всегда необходима окончательная механическая обработка.
Выбор правильного решения для вашей цели
Понимая основную функцию ГИП, вы можете определить, когда следует выбирать процесс ГИП для вашего проекта.
- Если ваш основной фокус — максимальная целостность и надежность материала: ГИП незаменимо для критически важных компонентов в аэрокосмической, медицинской или энергетической отраслях, где отказ недопустим.
- Если вы работаете с порошковой металлургией или аддитивным производством металлов: ГИП следует рассматривать как стандарт по умолчанию для достижения полной уплотненности и раскрытия максимального потенциала производительности материала.
- Если ваша цель — повышение выхода дорогостоящих отливок: ГИП — это проверенный метод устранения внутренних дефектов, позволяющий спасти детали, которые в противном случае были бы забракованы из-за пористости.
Рассматривая горячее изостатическое прессование как инструмент для достижения внутреннего совершенства, вы можете выбирать материалы и процессы, отвечающие самым строгим требованиям к производительности.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Процесс | Одновременное воздействие высокого тепла и высокого изостатического давления газа. |
| Основная цель | Устранение внутренней пористости и дефектов для достижения почти теоретической плотности. |
| Ключевое преимущество | Резкое улучшение механических свойств (прочность, усталостная долговечность). |
| Общие области применения | Аэрокосмические компоненты, медицинские имплантаты, высокопроизводительные отливки, аддитивное производство. |
Готовы раскрыть полный потенциал ваших материалов?
Если вы разрабатываете высокопроизводительные компоненты для аэрокосмической, медицинской или энергетической отраслей, достижение максимальной плотности и надежности материала является не подлежащим обсуждению требованием. Процесс горячего изостатического прессования является ключом к устранению внутренних дефектов, которые ставят под угрозу производительность.
KINTEK специализируется на предоставлении передового лабораторного оборудования и расходных материалов для поддержки ваших исследований и разработок, а также производственных потребностей. Независимо от того, работаете ли вы с металлическими порошками, керамикой или деталями, изготовленными аддитивным способом, у нас есть решения, которые помогут вам достичь превосходной целостности материала.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как технология ГИП может улучшить ваши проекты и обеспечить соответствие ваших компонентов самым строгим стандартам.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Как горячие изостатические прессы улучшают характеристики сухих электродов? Повышение проводимости ASSB с помощью тепла и давления
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?
- Какова продолжительность горячего изостатического прессования? Раскрываем переменные, влияющие на время цикла

















