По своей сути, горячее изостатическое прессование (ГИП) уплотняет материалы за счет мощного сочетания пластической деформации, ползучести и атомной диффузии. Под воздействием огромного, равномерно приложенного давления и высокой температуры порошковые частицы или компоненты с внутренней пористостью вынуждены деформироваться, течь и, в конечном итоге, скрепляться на микроскопическом уровне, устраняя практически все внутренние пустоты.
Основной механизм ГИП — это не одно действие, а контролируемый многостадийный процесс. Высокое давление сначала механически сближает частицы, схлопывая крупные пустоты, в то время как повышенная температура обеспечивает энергию для медленной ползучести и диффузии материала, залечивая оставшиеся микроскопические поры до достижения полностью плотной твердой детали.

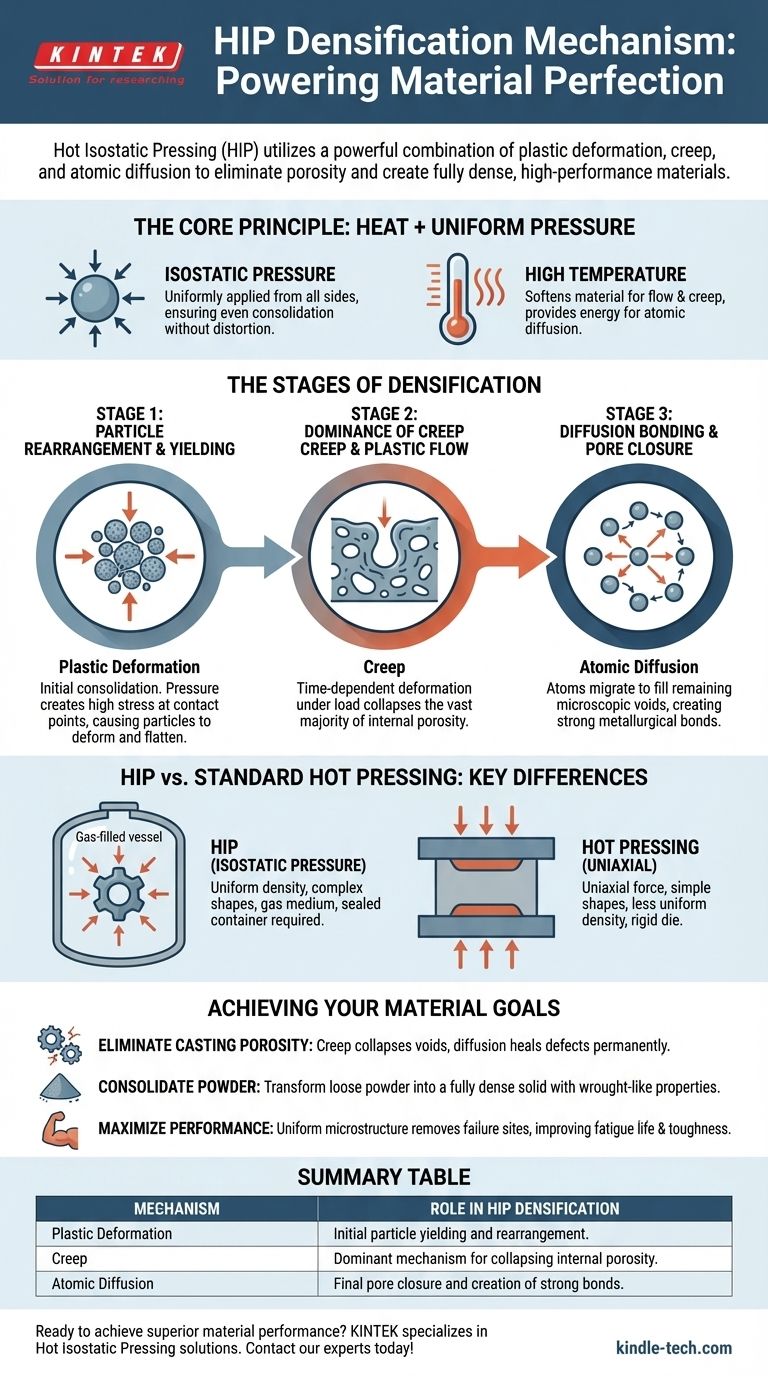
Основной принцип: сочетание тепла и равномерного давления
Чтобы понять механизм уплотнения, мы должны сначала оценить два фундаментальных входных параметра процесса ГИП.
Что такое горячее изостатическое прессование?
Процесс включает герметизацию компонента или металлического порошка внутри контейнера (часто называемого «контейнером»). Затем этот контейнер помещается в сосуд высокого давления. Сосуд заполняется инертным газом, обычно аргоном, который нагревается и подвергается давлению до экстремальных уровней, оказывая усилие на контейнер и находящуюся внутри него деталь.
Роль изостатического давления
Термин «изостатический» имеет решающее значение — это означает, что давление прикладывается равномерно со всех направлений. Это отличает его от традиционного прессования, которое прикладывает силу только по одной оси. Это всестороннее давление гарантирует, что материал уплотняется равномерно, без искажений, позволяя уплотнять детали со сложной геометрией.
Функция высокой температуры
Одного давления недостаточно. Высокая температура размягчает материал, снижая его предел текучести и делая его восприимчивым к пластическому течению и ползучести. Что особенно важно, она также обеспечивает тепловую энергию, необходимую для активации диффузии — движения отдельных атомов, что является последним шагом в создании идеальных металлургических связей.
Разбор стадий уплотнения
Превращение пористого или порошкообразного состояния в полностью плотное твердое тело происходит в предсказуемой последовательности.
Стадия 1: Перегруппировка частиц и начальное течение
В начале цикла, по мере повышения давления и температуры, начинается первичное уплотнение. Свободные частицы порошка смещаются и скользят в более плотную упаковку. Огромное давление создает чрезвычайно высокое напряжение в крошечных точках контакта между частицами, заставляя их пластически деформироваться и сплющиваться друг о друга.
Стадия 2: Доминирование ползучести и пластического течения
Когда деталь удерживается при максимальной температуре и давлении, вступает в действие основной механизм уплотнения. Прочность материала намеренно преодолевается, заставляя его вести себя как очень медленно движущаяся вязкая жидкость. Эта зависящая от времени деформация под нагрузкой известна как ползучесть, и она отвечает за схлопывание подавляющего большинства внутренней пористости.
Стадия 3: Диффузионное сваривание и окончательное закрытие пор
На заключительном этапе материал может быть уже более чем на 98% плотным, оставаясь только небольшими изолированными сферическими порами. В этот момент доминирующим механизмом становится атомная диффузия. Атомы мигрируют через поверхности этих крошечных пустот, постепенно «заполняя» их до полного исчезновения. Этот процесс диффузии также создает прочные, постоянные связи между исходными границами частиц.
Понимание компромиссов и ключевых различий
Важно отличать ГИП от похожих по звучанию технологий, чтобы оценить его уникальные возможности.
Отличие от стандартного горячего прессования
Стандартное горячее прессование обычно использует жесткую форму (например, графитовую форму) и прикладывает давление одноосно — с одной или двух сторон. Это ограничивает его простыми формами и может привести к менее равномерной плотности.
Изостатическое давление — ключевое преимущество
Использование газовой среды для приложения изостатического давления является определяющей особенностью ГИП. Это позволяет уплотнять сложные детали, близкие к конечному размеру, и обеспечивает совершенно однородную микроструктуру, которую невозможно достичь при направленном прессовании.
Требование герметичной системы
Ключевым моментом для ГИП является то, что материал должен быть запечатан в герметичном контейнере, чтобы предотвратить проникновение газа высокого давления в те самые поры, которые вы пытаетесь закрыть. Для уплотнения порошков это означает использование специально разработанного контейнера. Для устранения дефектов в литой детали дефекты должны быть внутренними и не сообщаться с поверхностью.
Выбор правильного решения для вашей цели
Понимание механизма уплотнения помогает эффективно применять эту технологию.
- Если ваша основная цель — устранение пористости литья: Ключевым моментом является то, что сочетание давления и температуры приведет к схлопыванию внутренних пустот за счет ползучести, а внутренние поверхности затем диффузионно свариваются, навсегда устраняя дефект.
- Если ваша основная цель — уплотнение порошка в твердую деталь: Вы должны полагаться на полную последовательность пластического течения, ползучести и диффузии, чтобы преобразовать рыхлый порошок в полностью плотный компонент со свойствами, равными или лучшими, чем укованый материал.
- Если ваша основная цель — достижение максимальной производительности материала: Однородная микроструктура и полное удаление внутренних дефектов в процессе ГИП устраняет места зарождения трещин, резко улучшая такие свойства, как усталостная долговечность и ударная вязкость.
В конечном счете, горячее изостатическое прессование предоставляет мощный путь для создания материалов, которые идеально плотны и внутренне безупречны.
Сводная таблица:
| Механизм | Роль в уплотнении ГИП |
|---|---|
| Пластическая деформация | Начальное течение и перегруппировка частиц под давлением. |
| Ползучесть | Доминирующий механизм схлопывания внутренней пористости с течением времени. |
| Атомная диффузия | Окончательное закрытие пор и создание прочных металлургических связей. |
Готовы устранить пористость и добиться превосходных характеристик материала?
KINTEK специализируется на передовом лабораторном оборудовании, включая решения для горячего изостатического прессования, чтобы помочь вам создавать полностью плотные компоненты с высокой целостностью. Наш опыт гарантирует, что вы получите правильную технологию для повышения усталостной долговечности, ударной вязкости и однородности материала.
Свяжитесь с нашими экспертами сегодня через нашу Контактную форму, чтобы обсудить, как ГИП может принести пользу вашей конкретной лабораторной или производственной задаче.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Пресс-формы для изостатического прессования для лаборатории
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
Люди также спрашивают
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне

















