По своей сути, индукционный нагрев для пайки — это высокоточный и быстрый производственный процесс, который использует электромагнитное поле для нагрева только той конкретной области, где соединяются две металлические детали. В отличие от методов, которые нагревают всю сборку, индукция нацелена на шов, заставляя присадочный металл (паяльный сплав) плавиться и растекаться капиллярным действием, создавая исключительно прочное соединение при охлаждении.
Основное преимущество индукционной пайки заключается не только в том, как она нагревает, но и в том, что она не нагревает. Локализуя энергию непосредственно в месте соединения, она обеспечивает беспрецедентную скорость, контроль и повторяемость, защищая чувствительные компоненты от нежелательного теплового воздействия.
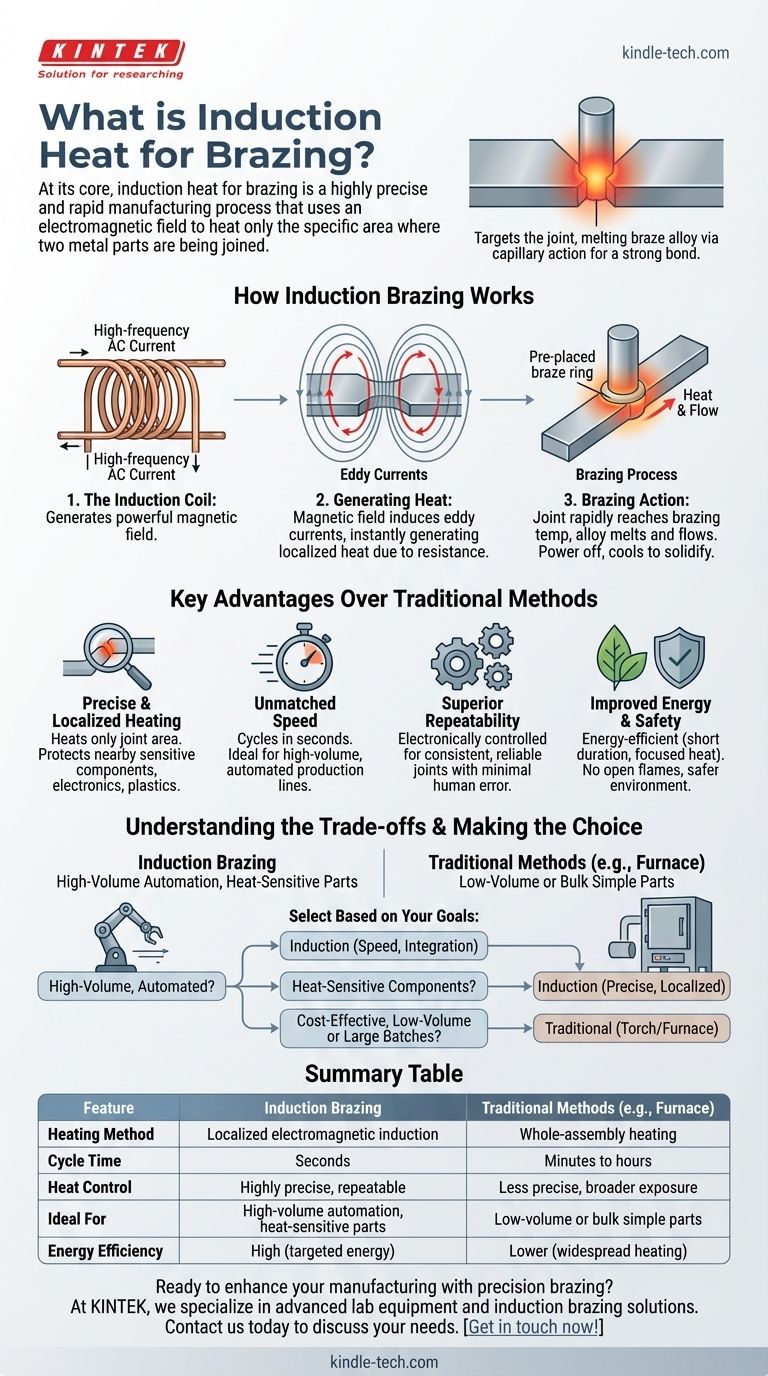
Как работает индукционная пайка
Индукционный нагрев — это бесконтактный процесс. Он основан на принципах электромагнетизма для генерации тепла непосредственно внутри соединяемых деталей, а не на применении внешнего источника тепла, такого как пламя или нагревательный элемент печи.
Роль индукционной катушки
Процесс начинается с специально разработанной индукционной катушки, обычно изготовленной из медной трубки. Через эту катушку пропускается высокочастотный переменный ток (AC).
Этот ток генерирует мощное и быстро меняющееся магнитное поле в пространстве внутри и вокруг катушки.
Генерация тепла вихревыми токами
Когда металлическая сборка, подлежащая пайке, помещается в это магнитное поле, поле индуцирует циркулирующие электрические токи внутри самого металла. Они известны как вихревые токи.
Присущее электрическое сопротивление металлических деталей препятствует прохождению этих вихревых токов, что мгновенно генерирует интенсивное, локализованное тепло. Это тот же принцип, который позволяет магнитной плите нагревать кастрюлю без нагрева самой поверхности.
Процесс пайки в действии
Операционные шаги просты и быстры. Компоненты собираются с предварительно размещенным в месте соединения паяльным сплавом, часто в виде кольца или пасты.
Сборка помещается внутрь индукционной катушки, подается питание на несколько секунд, и область соединения быстро достигает температуры пайки. Сплав плавится, затекает в соединение, питание отключается, и деталь остывает, затвердевая соединение.
Ключевые преимущества по сравнению с традиционными методами
При сравнении с таким методом, как печная пайка, когда вся сборка выдерживается в течение длительного периода, уникальные преимущества индукции становятся очевидными.
Точный и локализованный нагрев
Это самое значительное преимущество. Индукция нагревает только металл вблизи соединения. Это критически важно для применений, включающих электромеханические компоненты или сборки, где близлежащие пластиковые, электронные или термообработанные зоны могут быть повреждены широко распространенным теплом печи.
Непревзойденная скорость и производительность
Циклы индукционного нагрева измеряются секундами, а не минутами или часами. Это делает его идеальным для прямой интеграции в высокообъемные, автоматизированные производственные линии, значительно увеличивая производительность по сравнению с пакетными печными процессами.
Превосходная повторяемость и контроль качества
Индукционный процесс контролируется электроникой. Уровень мощности, частота и продолжительность нагрева могут быть точно установлены и повторяться тысячи раз без отклонений. Это приводит к высокостабильным, надежным соединениям с минимальной человеческой ошибкой.
Повышенная энергоэффективность и безопасность
Поскольку энергия подается только на короткое время и сосредоточена на небольшой площади, индукционная пайка гораздо более энергоэффективна. Она также создает более безопасную рабочую среду без открытого пламени и значительно меньшего количества окружающего тепла.
Понимание компромиссов
Хотя индукционная пайка является мощным методом, она не является универсальным решением. Ее эффективность связана с конкретными физическими и экономическими факторами.
Первоначальные инвестиции в оборудование
Первоначальная стоимость источника питания индукции и изготовленных на заказ катушек может быть значительной. Этот метод лучше всего оправдан для крупносерийного производства, где окупаемость инвестиций очевидна.
Зависимость от геометрии детали
Форма деталей определяет конструкцию индукционной катушки. Для прочного соединения нагрев должен быть равномерным. Сложные или нерегулярные геометрии могут затруднить проектирование катушки, которая равномерно нагревает область соединения.
Не подходит для массовой обработки
Печная пайка превосходно справляется с одновременной обработкой тысяч мелких, нечувствительных деталей за одну партию. Индукция — это последовательный процесс, обрабатывающий одну сборку за раз, что менее эффективно для такого типа массового производства.
Правильный выбор для вашего применения
Выбор правильного метода пайки полностью зависит от ваших конкретных целей в отношении качества, объема и характера ваших компонентов.
- Если ваша основная цель — высокообъемное, автоматизированное производство: Индукция — лучший выбор благодаря своей скорости и бесшовной интеграции в производственные линии.
- Если ваша основная цель — соединение сборок с термочувствительными компонентами: Точный, локализованный нагрев индукции часто является единственным жизнеспособным вариантом для предотвращения повреждений.
- Если ваша основная цель — экономичное, мелкосерийное производство: Традиционная пайка горелкой или в печи может быть более экономичной без необходимости использования специального инструмента.
- Если ваша основная цель — обработка больших партий простых деталей: Печная пайка предлагает экономию масштаба, которую индукция не может превзойти.
Понимая принцип целенаправленной энергии, вы можете использовать индукционную пайку для достижения беспрецедентной скорости, точности и качества в вашем производственном процессе.
Сводная таблица:
| Характеристика | Индукционная пайка | Традиционные методы (например, печь) |
|---|---|---|
| Метод нагрева | Локализованная электромагнитная индукция | Нагрев всей сборки |
| Время цикла | Секунды | Минуты до часов |
| Контроль нагрева | Высокоточный, повторяемый | Менее точный, более широкий тепловой охват |
| Идеально для | Крупносерийная автоматизация, термочувствительные детали | Мелкосерийные или массовые простые детали |
| Энергоэффективность | Высокая (целенаправленная энергия) | Ниже (широко распространенный нагрев) |
Готовы улучшить свое производство с помощью прецизионной пайки?
В KINTEK мы специализируемся на передовом лабораторном оборудовании и расходных материалах, включая решения для индукционной пайки, адаптированные к потребностям вашей лаборатории и производства. Наш опыт гарантирует вам более прочные соединения, более высокую производительность и превосходную защиту чувствительных компонентов.
Свяжитесь с нами сегодня, чтобы обсудить, как наши системы индукционной пайки могут оптимизировать ваш процесс. Свяжитесь с нами сейчас!
Визуальное руководство
Связанные товары
- Система вакуумного индукционного плавильного литья Дуговая плавильная печь
- Печь для спекания и пайки в вакууме
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
Люди также спрашивают
- Как работает вакуумно-индукционная плавка? Получение сверхчистых высокоэффективных сплавов
- Почему для редкоземельной стали используется ВПП? Важная точность для плавки реактивных лантана и церия
- Какова функция печи вакуумного индукционного плавления? Основное руководство по производству высокочистых сплавов FeCrAl
- Каковы преимущества печи вакуумно-индукционной плавки? Получите высокочистые сплавы с прецизионной VIM
- Как печи вакуумного индукционного или дугового плавления способствуют синтезу MAX-фаз U-Al-C? Precision Heat & Purity






