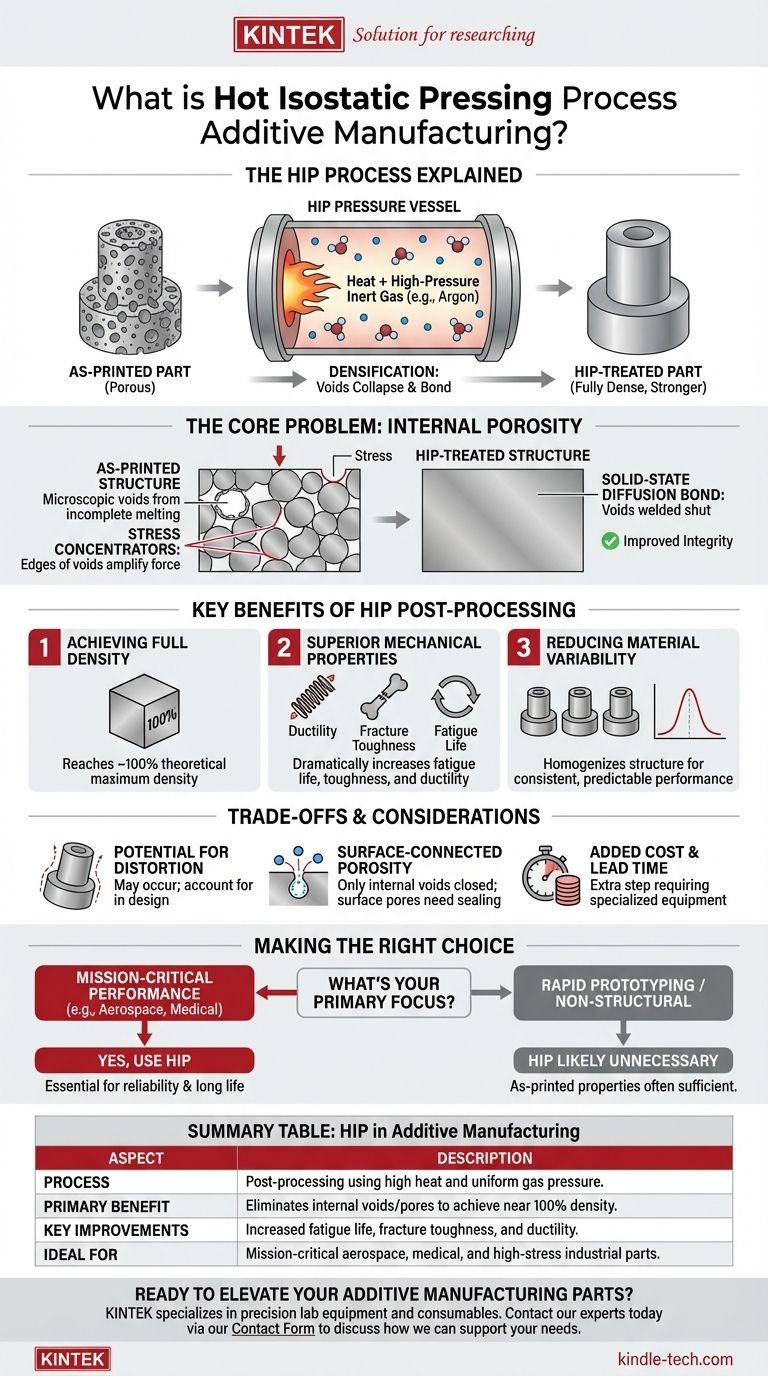
В аддитивном производстве горячее изостатическое прессование (ГИП) — это метод постобработки, при котором напечатанная металлическая деталь подвергается интенсивному нагреву и равномерному высокому давлению газа. Этот процесс, по сути, сжимает деталь со всех сторон на микроскопическом уровне, устраняя внутренние пустоты и консолидируя материал в полностью плотное, твердое состояние. Результатом является значительное улучшение механических свойств и надежности детали.
Основная цель применения горячего изостатического прессования к детали, изготовленной аддитивным способом, состоит в устранении внутренних дефектов. Закрывая микроскопические поры, оставшиеся после процесса печати, ГИП превращает компонент из почти готовой формы в полностью плотную деталь с механическими свойствами, сравнимыми или даже превосходящими свойства кованых или литых материалов.

Основная проблема, которую решает ГИП: внутренняя пористость
Почему в металлических деталях, изготовленных аддитивным способом, есть пустоты
Послойный характер аддитивного производства металлов, такого как лазерное наплавление порошкового слоя, не всегда идеален. В процессе могут образовываться микроскопические газовые карманы или происходить неполное плавление между частицами порошка.
Эти несовершенства создают крошечные внутренние пустоты или поры внутри готовой детали. Хотя деталь может выглядеть цельной, ее внутренняя структура может быть слегка пористой.
Влияние пористости
Эти внутренние поры являются самой большой слабостью металлического компонента в его первоначальном виде. Они действуют как концентраторы напряжений, что означает, что любая сила, приложенная к детали, усиливается по краям этих пустот.
При циклической нагрузке или высоком напряжении эти поры становятся точками зарождения трещин, что приводит к преждевременному усталостному разрушению. Эта присущая изменчивость делает детали в их первоначальном виде непригодными для многих критически важных несущих применений.
Как работает процесс ГИП
Ключевые ингредиенты: тепло и давление
Процесс ГИП происходит внутри специализированного сосуда высокого давления. Компонент, изготовленный аддитивным способом, помещается внутрь, и сосуд нагревается до высокой температуры, обычно ниже точки плавления материала.
Одновременно сосуд заполняется инертным газом высокого давления, таким как аргон. Этот газ оказывает равномерное, изостатическое давление на каждую поверхность детали.
Механизм уплотнения
Высокая температура делает металл мягким и податливым, не расплавляя его. Огромное внешнее давление затем вызывает пластическую деформацию материала на микроскопическом уровне.
Это давление схлопывает внутренние пустоты и поры. Поверхности схлопнувшихся пустот принудительно приводятся в тесный контакт, создавая твердотельную диффузионную связь, которая навсегда заваривает щели, эффективно восстанавливая деталь изнутри.
Ключевые преимущества для деталей, изготовленных аддитивным способом
Достижение полной плотности
Наиболее непосредственным преимуществом ГИП является устранение внутренней пористости. Это позволяет компоненту достичь почти 100% своей теоретической максимальной плотности, что является основой для всех других улучшений свойств.
Превосходные механические свойства
Устраняя дефекты, концентрирующие напряжения, ГИП значительно улучшает критические механические свойства. Это включает значительное увеличение усталостной долговечности, вязкости разрушения и пластичности, что делает деталь гораздо более устойчивой и надежной при нагрузках.
Снижение изменчивости материала
Процесс ГИП гомогенизирует внутреннюю структуру детали. Это уменьшает вариации производительности между различными сборками и различными деталями, что приводит к стабильным, предсказуемым свойствам материала, на которые инженеры могут полагаться для требовательных применений.
Понимание компромиссов и соображений
Потенциал искажения
Воздействие высоких температур на компонент может снять остаточные напряжения от процесса печати, но также может привести к небольшому искажению или изменению точности размеров. Это необходимо учитывать при первоначальном проектировании, часто оставляя дополнительный материал для окончательной механической обработки.
Пористость, связанная с поверхностью
Процесс ГИП может закрывать только внутренние пустоты. Если пора соединена с поверхностью детали, газ высокого давления просто войдет в пору вместо того, чтобы схлопнуть ее. Поэтому детали с поверхностными дефектами не подходят для ГИП без предварительной герметизации.
Дополнительные затраты и время выполнения
Горячее изостатическое прессование — это дополнительный этап производства, требующий специализированного, дорогостоящего оборудования. Это увеличивает как стоимость, так и время общего производственного процесса и должно быть оправдано требованиями к производительности конечного применения.
Правильный выбор для вашего применения
Решение о применении ГИП — это критически важный инженерный выбор, полностью основанный на предполагаемой функции детали.
- Если ваша основная задача — критически важная производительность: ГИП необходим для устранения внутренних дефектов и обеспечения усталостной долговечности и вязкости разрушения, требуемых для аэрокосмических, медицинских или высоконагруженных промышленных деталей.
- Если ваша основная задача — быстрое прототипирование или неконструкционные компоненты: Дополнительные затраты и время на ГИП, вероятно, излишни, поскольку механические свойства в первоначальном виде достаточны для проверки формы, соответствия и функций при низких нагрузках.
В конечном итоге, включение горячего изостатического прессования — это стратегическое решение, позволяющее поднять компонент, изготовленный аддитивным способом, от прототипа до серийной, высоконадежной детали.
Сводная таблица:
| Аспект | Описание |
|---|---|
| Процесс | Постобработка с использованием высокой температуры и равномерного давления газа. |
| Основное преимущество | Устраняет внутренние пустоты/поры для достижения почти 100% плотности. |
| Ключевые улучшения | Повышенная усталостная долговечность, вязкость разрушения и пластичность. |
| Идеально подходит для | Критически важные аэрокосмические, медицинские и высоконагруженные промышленные детали. |
Готовы поднять ваши детали, изготовленные аддитивным способом, до уровня надежности серийного производства?
KINTEK специализируется на прецизионном лабораторном оборудовании и расходных материалах для передовых производственных процессов. Если вы разрабатываете критически важные металлические компоненты и нуждаетесь в решениях для обеспечения их целостности и производительности, наш опыт может помочь.
Свяжитесь с нашими экспертами сегодня через нашу контактную форму, чтобы обсудить, как мы можем поддержать ваши лабораторные и производственные потребности.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?

















