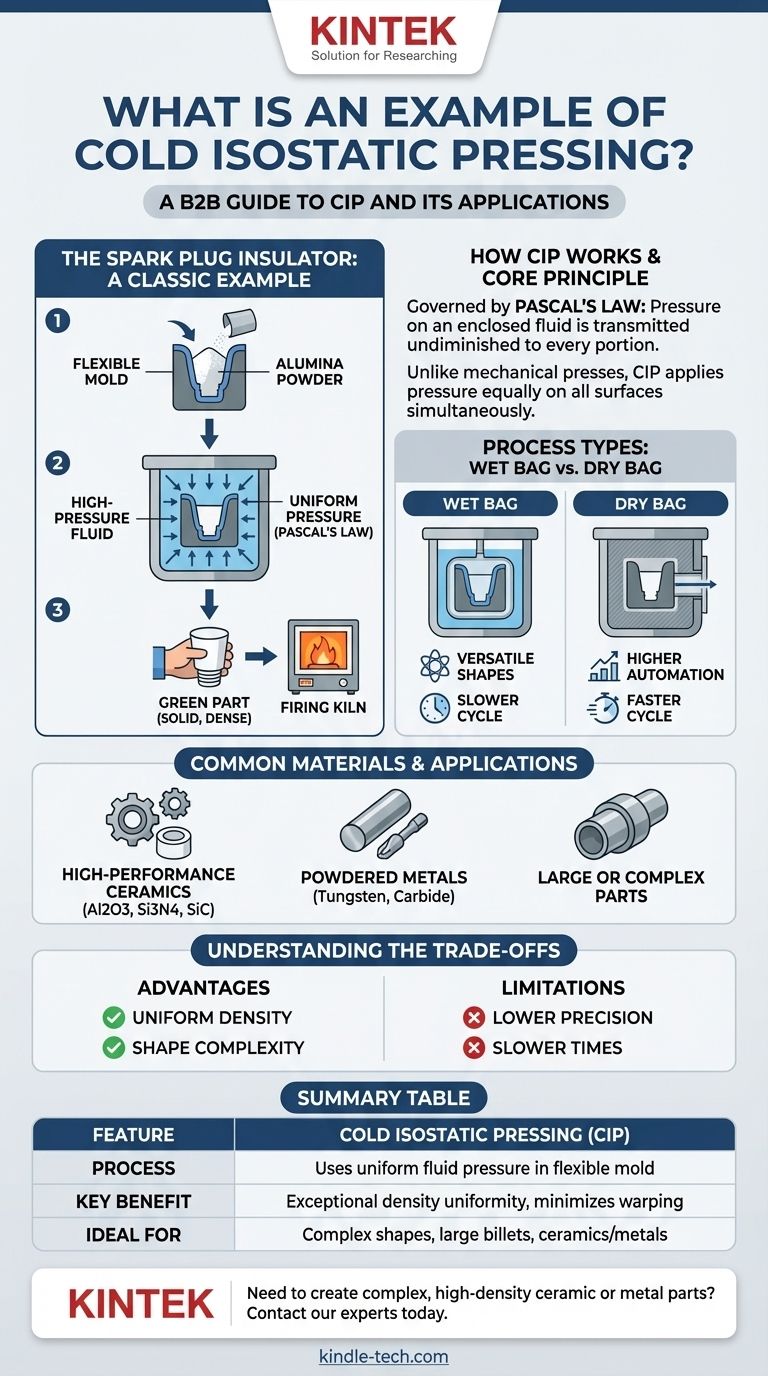
Классическим примером холодного изостатического прессования (ХИП) является изготовление белого керамического изолятора для свечи зажигания. В этом процессе мелкий порошок оксида алюминия загружается в гибкую форму, которая затем погружается в жидкость под высоким давлением. Это равномерное давление уплотняет порошок в плотную твердую «сырую» деталь, которая достаточно прочна для обращения с ней до окончательного обжига в печи.
Холодное изостатическое прессование — это не просто метод формования; это технология консолидации порошка. Его основная цель — использование равномерного давления, основанного на жидкости, для создания компонентов с исключительно однородной плотностью, что критически важно для производительности и надежности деталей, изготовленных из керамических или металлических порошков.

Как работает холодное изостатическое прессование
Холодное изостатическое прессование, также известное как гидростатическое прессование, — это метод уплотнения порошков в твердую массу перед последующей обработкой, такой как спекание или механическая обработка. Он основан на фундаментальном принципе физики для достижения уникальных результатов.
Основной принцип: Закон Паскаля
Процесс регулируется Законом Паскаля, который гласит, что давление, оказываемое на замкнутую жидкость, передается без уменьшения на каждую часть жидкости и стенки сосуда.
В отличие от традиционного механического пресса, который прикладывает усилие с одной или двух сторон, ХИП окружает деталь под давлением жидкостью. Это обеспечивает одновременное равномерное приложение давления со всех поверхностей.
Процессы «мокрого мешка» против «сухого мешка»
Существует два основных метода выполнения ХИП:
- Мокрый мешок: Герметичная гибкая форма, заполненная порошком, непосредственно погружается в жидкость под давлением внутри сосуда высокого давления. Этот метод очень универсален для различных форм и размеров, но, как правило, медленнее из-за ручной загрузки и выгрузки.
- Сухой мешок: Гибкая форма встроена в сам сосуд высокого давления. Порошок помещается внутрь этой постоянной мембраны, а жидкость создает давление на внешней стороне мембраны. Этот подход обеспечивает более высокую степень автоматизации и более короткие циклы.
Почему это называется «резиновым прессом»
Термин «резиновый пресс» иногда используется потому, что процесс основан на гибкой, похожей на резину форме или мешке. Эта форма отделяет порошок от жидкости под давлением и преобразует гидростатическое давление в уплотняющую силу на порошок внутри.
Общие материалы и области применения
ХИП выбирают, когда однородность плотности более важна, чем начальная точность размеров прессованной детали. Он особенно эффективен для материалов, которые трудно уплотнять другими методами.
Высокоэффективная керамика
Это основная область применения ХИП. Порошки, такие как оксид алюминия (Al2O3), нитрид кремния (Si3N4) и карбид кремния (SiC), уплотняются для формирования высокопрочных компонентов, роторов турбонагнетателей и шариковых подшипников.
Порошковые металлы и сплавы
ХИП используется для формирования сплошных слитков из порошковых металлов. Вольфрамовые стержни, твердосплавные режущие инструменты и высоколегированные ферросплавы часто изготавливаются с помощью ХИП. Иногда это промежуточный этап перед окончательным циклом горячего изостатического прессования (ГИП).
Крупные или сложные детали
Этот процесс идеален для деталей, которые слишком велики или имеют слишком сложную геометрию для традиционного одноосное прессования в матрице. К ним относятся большие трубы, блоки и специализированные компоненты промышленных инструментов.
Понимание компромиссов
Ни один производственный процесс не идеален для каждого сценария. Выбор ХИП требует понимания его явных преимуществ и ограничений.
Преимущество: Однородная плотность
Это самое значительное преимущество. Устраняя трение от стенок матрицы, присущее одноосному прессованию, ХИП производит детали практически без колебаний плотности. Эта однородность минимизирует коробление и растрескивание на этапе окончательного спекания (обжига).
Преимущество: Сложность формы
Поскольку давление является гидростатическим, оно может эффективно уплотнять сложные вогнутые и выпуклые формы, создавая детали, которые невозможно изготовить в жесткой матрице.
Ограничение: Более низкая точность размеров
«Сырые» детали, полученные с помощью ХИП, не имеют таких жестких допусков по размерам, как детали, изготовленные в прецизионно обработанной матрице. Окончательная форма часто достигается путем механической обработки детали после ее прессования или, что более распространено, после спекания.
Ограничение: Более медленное время цикла
По сравнению с высокоскоростным характером автоматического уплотнения в матрице, ХИП — особенно метод мокрого мешка — является более пакетным и медленным процессом, что делает его менее подходящим для крупносерийного производства простых деталей.
Принятие правильного решения для вашей цели
Выбор правильного метода консолидации порошка полностью зависит от материала, сложности детали и ваших производственных требований.
- Если ваша основная цель — достижение максимальной однородной плотности в сложной керамической детали: ХИП — идеальный метод для создания однородного «сырого» тела, обеспечивающего прочность и предотвращающего разрушение во время спекания.
- Если ваша основная цель — изготовление очень крупных компонентов из порошкового металла: ХИП предоставляет практичный способ формирования крупных плотных слитков, которые невозможно создать с помощью традиционного уплотнения в матрице.
- Если ваша основная цель — высокоскоростное, крупносерийное производство простых форм: Традиционный одноосный пресс, вероятно, будет более экономичным и быстрым решением.
В конечном счете, понимание ХИП позволяет вам выбрать правильную технику консолидации порошка для обеспечения целостности и производительности вашей конечной детали.
Сводная таблица:
| Характеристика | Холодное изостатическое прессование (ХИП) |
|---|---|
| Процесс | Использование равномерного давления жидкости для уплотнения порошков в гибкой форме |
| Ключевое преимущество | Исключительная однородность плотности, минимизация коробления/растрескивания |
| Общие материалы | Оксид алюминия, нитрид кремния, порошковые металлы (вольфрам, карбид) |
| Идеально подходит для | Сложные формы, крупные слитки, высокоэффективная керамика |
| Ограничение | Более низкая начальная точность размеров по сравнению с прессованием в матрице |
Необходимо изготовить сложные, высокоплотные керамические или металлические детали с однородной консистенцией?
В KINTEK мы специализируемся на передовом лабораторном оборудовании и расходных материалах, включая решения для таких методов консолидации порошков, как холодное изостатическое прессование. Независимо от того, разрабатываете ли вы изоляторы для свечей зажигания, роторы турбонагнетателей или специализированные инструменты, наш опыт гарантирует, что вы достигнете целостности материала и производительности, требуемых вашими приложениями.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут оптимизировать ваш производственный процесс и обеспечить надежные результаты.
Визуальное руководство
Связанные товары
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
Люди также спрашивают
- Что такое холодный изостатический процесс? Достижение равномерной плотности в сложных порошковых деталях
- Какие преимущества предлагает холодный изостатический пресс (HIP) для твердотельных батарей? Превосходная плотность и однородность
- Какую роль играет холодное изостатическое прессование в формировании затравочных стержней для выращивания монокристаллов? Обеспечение стабильности.
- Что такое изостатическое прессование? Достижение равномерной плотности в сложных деталях
- Зачем использовать холодное изостатическое прессование (ХИП) после сухого прессования для керамики Gd₂O₂S:Tb? Для достижения максимальной плотности и однородности.












