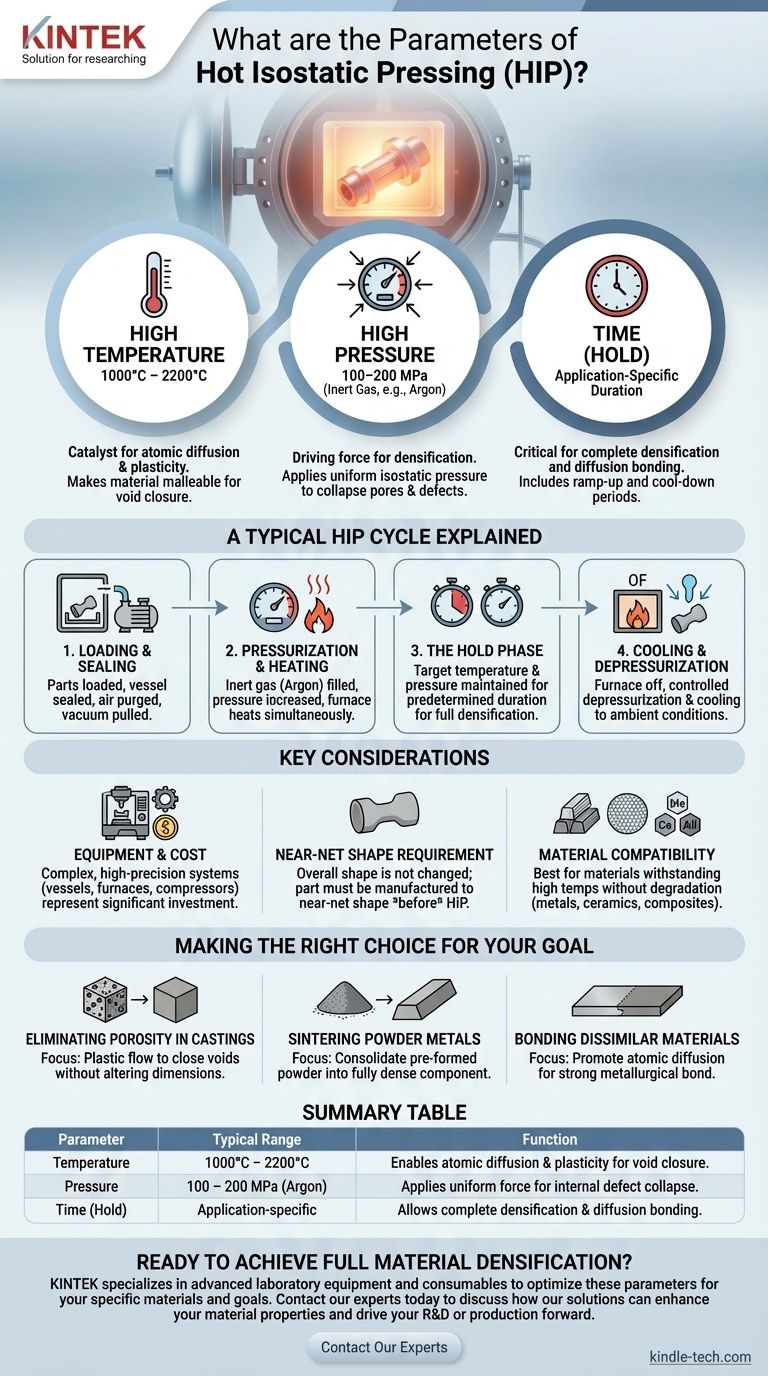
По своей сути горячее изостатическое прессование (ГИП) определяется тремя основными параметрами: высокой температурой, высоким давлением и продолжительностью технологического цикла. Эта передовая технология производства применяет равномерное давление во всех направлениях к компоненту, обычно от 100 до 200 МПа, одновременно нагревая его в печи до температур от 1000°C до 2200°C. Инертный газ, такой как аргон, используется в качестве среды для равномерной передачи этого давления, обеспечивая уплотнение или склеивание детали без изменения ее общей формы.
Ключевой вывод заключается в том, что горячее изостатическое прессование — это не просто приложение тепла и давления, а точный, одновременный контроль этих параметров в контролируемой атмосфере для достижения полного уплотнения материала, устранения внутренних дефектов или создания металлургической связи между материалами.

Основные параметры процесса ГИП
Чтобы понять горячее изостатическое прессование, необходимо понять функцию каждой контролируемой переменной. Процесс происходит внутри специализированной системы, состоящей из сосуда высокого давления, внутренней нагревательной печи и сложных систем управления.
Высокая температура
Температура является катализатором изменений на микроскопическом уровне. Нагревая материал до высокой температуры, обычно ниже его точки плавления, вы обеспечиваете атомную диффузию и пластическую деформацию. Это делает материал достаточно податливым для схлопывания внутренних пустот.
Изостатическое давление
Давление — движущая сила уплотнения. Инертный газ, почти всегда аргон, сжимается до чрезвычайно высоких уровней (100–200 МПа) внутри сосуда. Этот газ оказывает равномерное, или изостатическое, давление со всех сторон на компонент, физически заставляя внутренние поры, пустоты и дефекты закрываться и свариваться.
Время процесса
Третий критический параметр — время. Компонент выдерживается при заданной температуре и давлении в течение определенного периода, известного как время выдержки. Этот период необходим для того, чтобы материал успел полностью уплотниться и произошла диффузионная сварка там, где это необходимо. Общий цикл также включает контролируемые этапы повышения и понижения температуры.
Объяснение типичного цикла ГИП
Параметры температуры, давления и времени применяются не случайным образом. Они управляются в рамках строго контролируемого, повторяемого технологического цикла для обеспечения стабильных результатов.
1. Загрузка и герметизация
Сначала детали или компоненты загружаются в нагревательную камеру, которая затем герметизируется внутри основного сосуда высокого давления. Сосуд продувается воздухом, и создается вакуум для удаления любых реактивных газов, таких как кислород.
2. Повышение давления и нагрев
Сосуд заполняется инертным аргоном, и давление повышается с помощью компрессора. Одновременно внутренняя печь начинает нагревать камеру и компоненты. Эти два параметра повышаются контролируемым, синхронизированным образом.
3. Фаза выдержки
После достижения целевой температуры и давления система переходит в фазу выдержки. Система управления с высокой точностью поддерживает эти параметры в течение заранее определенного времени, позволяя материалу достичь своего окончательного, полностью уплотненного состояния.
4. Охлаждение и сброс давления
После завершения фазы выдержки печь выключается, и сосуд начинает охлаждаться. Давление газа медленно и безопасно сбрасывается на этапе контролируемого снижения давления. После достижения нормальных условий компоненты можно безопасно извлечь.
Понимание ключевых аспектов
Несмотря на свою мощность, процесс ГИП сопряжен с определенными ограничениями и компромиссами, которые важно понимать.
Оборудование и стоимость
Системы ГИП — это очень сложное и точное оборудование. Они состоят из толстостенного сосуда высокого давления, высокотемпературной печи, газовых компрессоров, вакуумных насосов и передовых систем управления. Эта сложность делает процесс значительной инвестицией.
Требование к форме, близкой к конечной
Изостатический характер давления гарантирует, что общая форма компонента не изменится. Это означает, что деталь должна быть изготовлена в своей форме, близкой к конечной, до цикла ГИП. ГИП — это процесс уплотнения или склеивания, а не формования.
Совместимость материалов
Процесс лучше всего подходит для материалов, которые могут выдерживать высокие температуры без разрушения. К ним относятся большинство металлов, сплавов, керамики и некоторых композитных материалов. Конкретные параметры температуры и давления должны быть тщательно подобраны в зависимости от обрабатываемого материала.
Выбор правильного варианта для вашей цели
Точные параметры цикла ГИП выбираются в зависимости от материала и желаемого результата.
- Если ваша основная цель — устранение пористости в отливках: Ключевым моментом является выбор температуры и давления, достаточных для обеспечения пластического течения и закрытия внутренних пустот без изменения критических размеров детали.
- Если ваша основная цель — спекание порошковых металлов: Параметры должны точно контролироваться для консолидации предварительно сформированной порошковой заготовки в полностью плотный, твердый компонент с оптимальными механическими свойствами.
- Если ваша основная цель — склеивание разнородных материалов: Цикл должен быть тщательно спроектирован для содействия атомной диффузии через границу раздела двух материалов, создавая истинную металлургическую связь, более прочную, чем исходные материалы.
В конечном счете, овладение взаимодействием температуры, давления и времени является ключом к раскрытию полного потенциала горячего изостатического прессования для вашего применения.
Сводная таблица:
| Параметр | Типичный диапазон | Функция |
|---|---|---|
| Температура | 1000°C – 2200°C | Обеспечивает атомную диффузию и пластичность материала для закрытия пустот. |
| Давление | 100 – 200 МПа (Аргон) | Прикладывает равномерную силу со всех сторон для схлопывания внутренних дефектов. |
| Время (выдержка) | Зависит от применения | Позволяет произойти полному уплотнению и диффузионному склеиванию. |
Готовы достичь полного уплотнения материала и устранить внутренние дефекты?
Точный контроль температуры, давления и времени имеет решающее значение для успешного цикла горячего изостатического прессования (ГИП). KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах, предоставляя технологии и опыт для оптимизации этих параметров для ваших конкретных материалов и целей — работаете ли вы с отливками, порошковыми металлами или передовыми композитами.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут улучшить свойства ваших материалов и продвинуть ваши исследования и разработки или производство вперед.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Нагревательный гидравлический пресс 24Т 30Т 60Т с нагревательными плитами для лабораторного горячего прессования
Люди также спрашивают
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Какова продолжительность горячего изостатического прессования? Раскрываем переменные, влияющие на время цикла

















