Несмотря на невероятную скорость и точность, индукционная пайка не является универсальным решением. Ее основные ограничения связаны с высокой начальной стоимостью оборудования, геометрическими ограничениями, накладываемыми индукционным индуктором, и ее непригодностью для мелкосерийных или очень сложных сборок. Этот метод отлично подходит для простых, повторяющихся соединений в крупносерийном производстве, но становится менее практичным для индивидуальных или сложных работ.
Основной компромисс индукционной пайки заключается в ее специализации. Вы получаете исключительную скорость, контроль и постоянство ценой гибкости, что делает ее мощным инструментом для правильного применения, но дорогим и ограничивающим для неправильного.
Основная проблема: геометрия и конструкция индуктора
Индукционная пайка основана на магнитном поле для генерации тепла. Форма и близость индукционного индуктора к детали являются, следовательно, наиболее критическими факторами успеха, что накладывает значительные ограничения.
Центральная роль индукционного индуктора
Индукционный индуктор не является универсальным компонентом; это специально разработанный инструмент. Каждая уникальная геометрия соединения требует индуктора определенной формы для равномерной и эффективной подачи тепла в целевую область.
Это индивидуальное проектирование увеличивает начальное время настройки и стоимость для каждой новой детали, которую вы собираетесь паять.
Ограничения со сложными формами
Индукционный нагрев наиболее эффективен для относительно простых, симметричных геометрий, таких как валы и фитинги. Крупные, нерегулярные по форме сборки очень трудно равномерно нагреть одним индуктором.
Детали со множеством выступов или различной толщиной могут привести к перегреву и неполному растеканию припоя, что снижает целостность соединения.
Проблемы с недоступными соединениями
Сила магнитного поля быстро уменьшается с расстоянием. Если соединение глубоко скрыто внутри сборки или физически экранировано другими частями компонента, индукционный индуктор не может генерировать достаточно тепла в нужном месте.
Экономические и технические соображения
Помимо физики процесса, экономическая модель сильно влияет на то, является ли индукционная пайка жизнеспособным выбором. Это процесс, который требует масштаба для экономической эффективности.
Высокие начальные капитальные вложения
Источники питания, системы водяного охлаждения и изготовленные на заказ индукторы представляют собой значительные капитальные вложения. Эти первоначальные затраты намного выше, чем при ручной газопламенной пайке или даже некоторых установках для печной пайки.
Обоснование через объем производства
Высокая скорость и потенциал автоматизации индукционной пайки окупаются только при больших объемах производства. Стоимость единицы продукции резко снижается при производстве тысяч повторяющихся деталей.
Для мелкосерийных, единичных или прототипных работ затраты на настройку и изготовление специального инструмента делают ее экономически нецелесообразной.
Понимание компромиссов и ограничений процесса
Каждый инженерный процесс включает компромиссы. Понимание присущих индукционной пайке компромиссов является ключом к предотвращению дорогостоящих ошибок при применении.
Необходимость точного проектирования соединения
Как и большинство методов пайки, индукционная пайка требует чистого, точно контролируемого зазора между деталями. Этот зазор, обычно от 0,002 до 0,005 дюйма (от 0,05 до 0,13 мм), критически важен для капиллярного действия, которое втягивает расплавленный припой в соединение.
Плохо спроектированные или непоследовательные соединения приведут к пустотам и слабым связям, независимо от качества метода нагрева.
Избирательность материала
Индукция работает путем наведения тока в электропроводящих материалах. Она наиболее эффективна с ферромагнитными материалами, такими как углеродистая сталь.
Немагнитные, но проводящие металлы, такие как алюминий или медь, могут быть нагреты, но часто требуют других частот и большей мощности. Пайка непроводящих материалов, таких как керамика, требует совершенно другого подхода, например, использования проводящего сусептора для передачи тепла.
Риск локального перегрева
Нагрев чрезвычайно быстрый и локализованный. Без точного контроля легко перегреть и повредить тонкие участки детали или создать термическое напряжение, особенно при соединении разнородных металлов с разными коэффициентами расширения.
Потенциальные изменения свойств материала
Хотя нагрев локализован, основной металл в зоне термического влияния будет нагрет выше своей критической температуры. Это может вызвать отжиг (размягчение) или другие нежелательные изменения в закалке и твердости материала, что необходимо учитывать при проектировании.
Правильный выбор для вашей цели
Чтобы выбрать правильный процесс, вы должны согласовать сильные стороны метода с вашей основной целью.
- Если ваша основная цель — крупносерийное, повторяющееся производство простых соединений: Индукционная пайка — отличный выбор, предлагающий непревзойденную скорость и постоянство, что снижает стоимость единицы продукции.
- Если ваша основная цель — обработка крупных, сложных сборок или разнообразных, мелкосерийных деталей: Печная пайка или ручная газопламенная пайка обеспечат большую гибкость и гораздо более низкий порог входа.
- Если ваша основная цель — соединение разнородных материалов с существенно разными массами: Индукция может быть сложной, и для предотвращения термического напряжения может потребоваться более медленный, более равномерный метод нагрева, такой как печная пайка.
В конечном итоге, выбор правильного метода пайки требует четкого понимания конкретной геометрии вашей детали, объема производства и свойств материала.

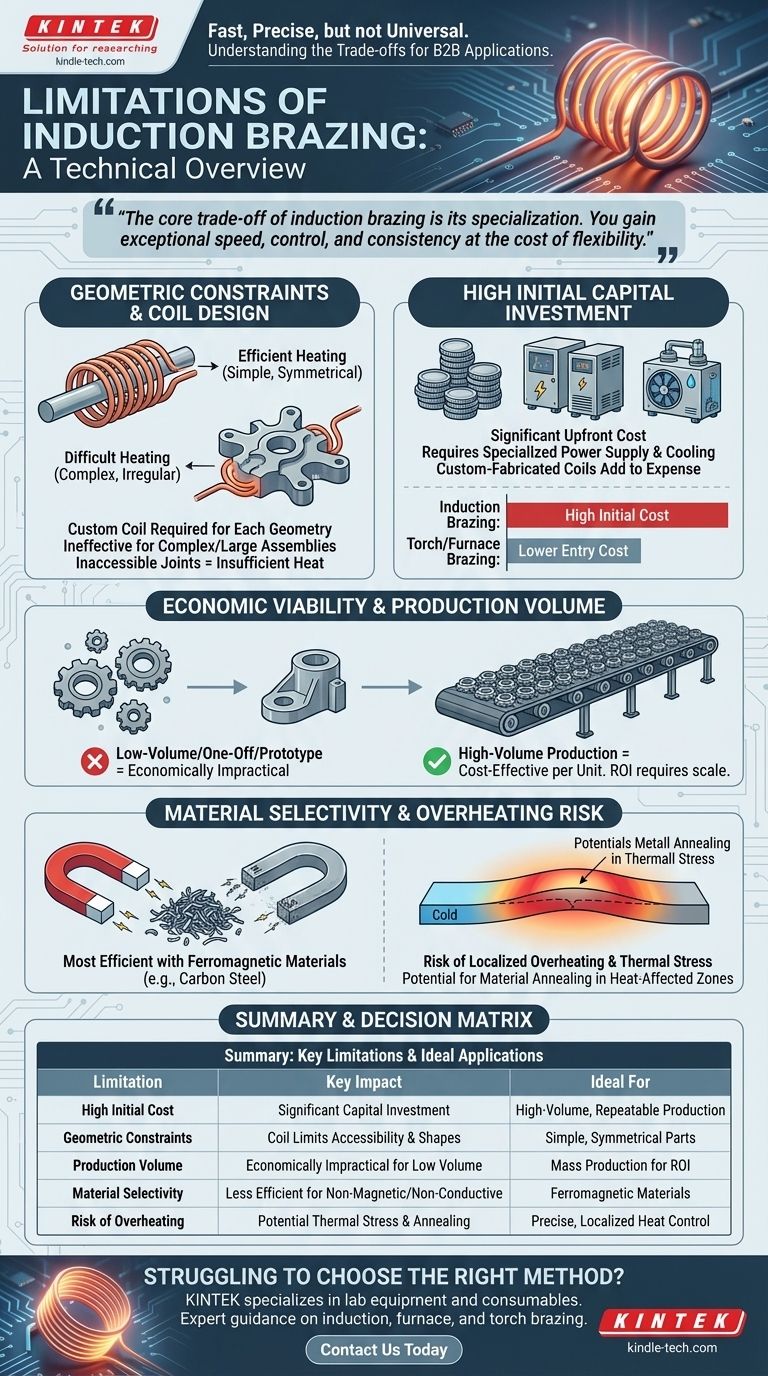
Сводная таблица:
| Ограничение | Ключевое влияние | Идеально для |
|---|---|---|
| Высокие начальные затраты | Значительные капитальные вложения в оборудование и изготовленные на заказ индукторы | Крупносерийное, повторяющееся производство |
| Геометрические ограничения | Конструкция индуктора ограничивает доступность соединения и сложные формы | Простые, симметричные детали, такие как валы и фитинги |
| Объем производства | Экономически нецелесообразно для мелкосерийных или единичных работ | Массовое производство для оправдания затрат на настройку |
| Избирательность материала | Менее эффективно для немагнитных или непроводящих материалов | Ферромагнитные материалы (например, углеродистая сталь) |
| Риск перегрева | Потенциал термического напряжения или отжига в зонах термического влияния | Применения, требующие точного, локализованного контроля нагрева |
Испытываете трудности с выбором правильного метода пайки для нужд вашей лаборатории? KINTEK специализируется на лабораторном оборудовании и расходных материалах, предлагая экспертное руководство, которое поможет вам разобраться в компромиссах таких процессов, как индукционная пайка. Независимо от того, работаете ли вы с крупносерийным производством или сложными сборками, мы предлагаем решения, адаптированные к вашим материалам, геометрии и требованиям к объему. Свяжитесь с нами сегодня, чтобы оптимизировать ваш процесс пайки и достичь стабильных, надежных результатов!
Визуальное руководство
Связанные товары
- Оборудование системы HFCVD для нанесения наноалмазного покрытия на волочильные фильеры
- Лабораторный стерилизатор Автоклав Вертикальный паровой стерилизатор под давлением для жидкокристаллических дисплеев Автоматический тип
- Лабораторный стерилизатор Автоклав Импульсный вакуумный подъемный стерилизатор
- Двухплитная нагревательная пресс-форма для лаборатории
- Пресс-форма против растрескивания для лабораторного использования
Люди также спрашивают
- Что такое МПХНП? Руководство по синтезу высокочистых алмазов и материалов
- Как что-либо покрывается алмазным слоем? Руководство по методам роста CVD в сравнении с методами гальванического покрытия
- Как работает реактор горячей нити химического осаждения из паровой фазы (HFCVD)? Руководство эксперта по изготовлению алмазных пленок
- Какова конкретная функция металлической нити в ВЧ-ХОФЭ? Ключевые роли в росте алмаза
- Как реагенты подаются в реакционную камеру в процессе CVD? Освоение систем подачи прекурсоров



















