По своей сути цементация — это процесс поверхностной закалки, используемый для придания твердого, износостойкого поверхностного слоя деталям, изготовленным из прочной низкоуглеродистой стали. Этот метод преимущественно применяется к деталям, которые должны выдерживать высокое поверхностное давление и трение, сохраняя при этом пластичную, ударопрочную сердцевину. Типичные примеры включают зубчатые колеса, подшипники, распределительные валы и валы трансмиссии.
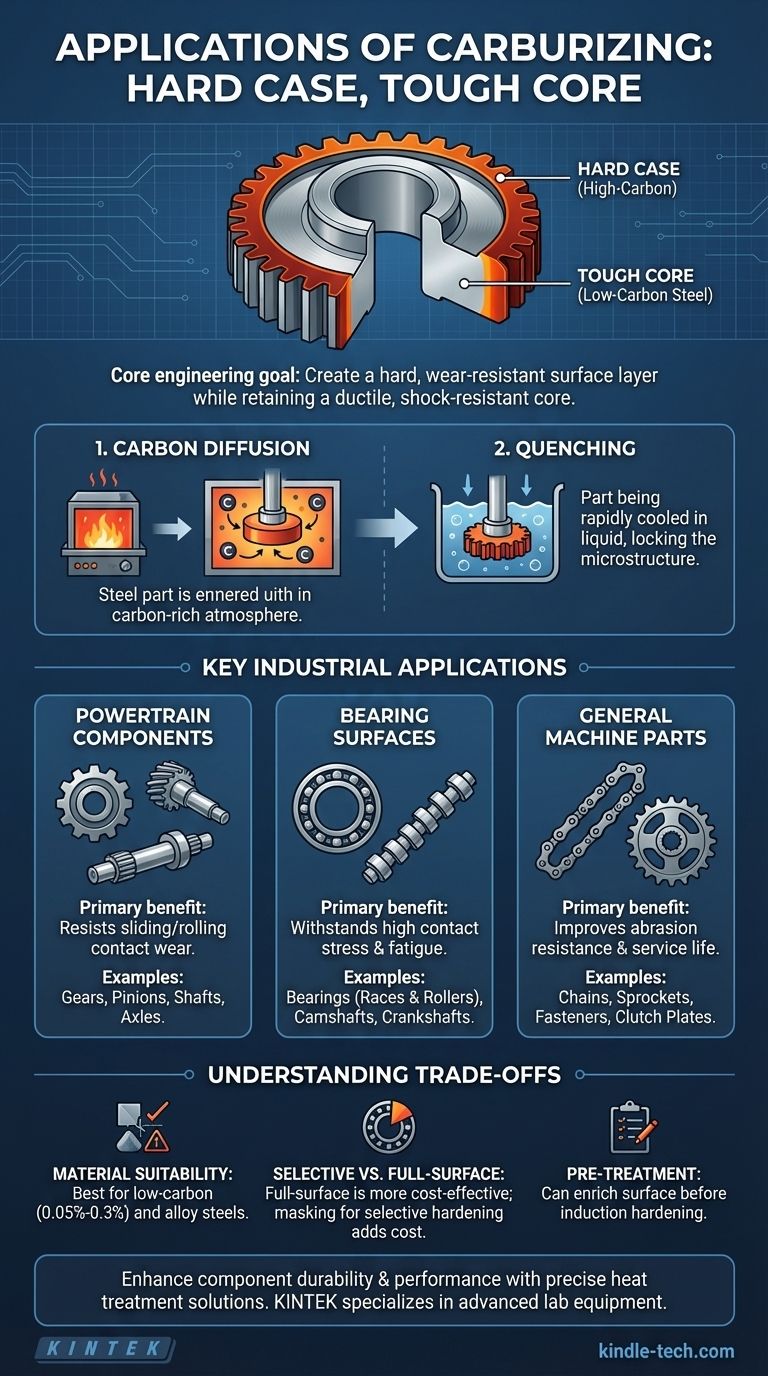
Основное применение цементации — создание композитного компонента из одного куска низкоуглеродистой стали: твердой, высокоуглеродистой «корки» для износостойкости снаружи и мягкой, низкоуглеродистой «сердцевины» для прочности и пластичности внутри.
Инженерная цель: твердая корка и прочная сердцевина
Ценность цементации заключается в ее способности создавать два различных свойства материала в одной детали, что критически важно для требовательных механических применений.
Как достигается эта двойственность
Цементация включает нагрев детали из низкоуглеродистой стали в атмосфере, богатой углеродом. Атомы углерода диффундируют в поверхность стали, значительно увеличивая содержание углерода в наружном слое.
После этой стадии диффузии деталь закаливается (быстро охлаждается). Этот заключительный этап фиксирует новую микроструктуру, богатую углеродом, создавая очень твердый поверхностный слой, известный как «корка», в то время как нетронутая внутренняя часть остается «сердцевиной».
Полученное преимущество
Конечный компонент имеет твердую корку, которая может противостоять износу, истиранию и поверхностной усталости. В то же время прочная сердцевина остается пластичной и способной поглощать ударные и ударные нагрузки без разрушения.
Ключевые промышленные применения
Это уникальное двойное свойство делает цементацию незаменимой для изготовления критически важных компонентов в различных отраслях, особенно в автомобильной и аэрокосмической промышленности.
Компоненты трансмиссии с высоким износом
Компоненты, передающие мощность посредством прямого контакта металл-металл, в значительной степени зависят от цементации. Этот процесс обеспечивает необходимую поверхностную долговечность для предотвращения преждевременного выхода из строя из-за трения.
Примеры включают:
- Зубчатые колеса и шестерни: Противостоят постоянному скользящему и катящемуся контакту зубьев.
- Валы и оси: Выдерживают крутящие моменты, одновременно сопротивляясь износу в местах контакта с подшипниками и уплотнениями.
Поверхности подшипников с высокой ударной нагрузкой
Детали, подверженные высокому контактному напряжению и трению качения, являются идеальными кандидатами для цементации. Твердая корка предотвращает поверхностную деформацию и усталость.
Примеры включают:
- Подшипники (кольца и ролики): Выдерживают огромные повторяющиеся нагрузки без деформации.
- Распределительные и коленчатые валы: Сопротивляются износу от толкателей, коромысел и шатунов.
Общие компоненты машин
Цементация также используется для широкого спектра других деталей машин, где долговечность поверхности является основной проблемой.
Примеры включают:
- Цепи и звездочки: Сопротивляются истиранию и трению.
- Диски сцепления и крепежные детали: Улучшают усталостную долговечность и характеристики износа.
Понимание компромиссов
Хотя цементация является мощным методом, она не является универсальным решением. Ее применение регулируется конкретными материальными и конструктивными ограничениями.
Пригодность материала не универсальна
Цементация специально разработана для низкоуглеродистых сталей и легированных сталей, обычно с содержанием углерода от 0,05% до 0,3%. Она неэффективна для средне- или высокоуглеродистых сталей, которые уже имеют достаточное содержание углерода для сквозной закалки.
Селективная против полной поверхностной закалки
Процесс наиболее рентабелен при закалке всей поверхности компонента. Хотя определенные участки могут быть замаскированы «стоп-краской» для предотвращения диффузии углерода, это добавляет значительные трудозатраты и стоимость к процессу.
Предварительный этап обработки
В некоторых применениях цементация не является заключительным этапом. Ее можно использовать для обогащения поверхности детали углеродом перед выполнением более локализованного процесса закалки, такого как индукционная закалка.
Выбор правильного варианта для вашего применения
Выбор процесса термообработки требует соответствия метода инженерной цели.
- Если ваша основная задача — исключительная износостойкость и усталостная прочность детали с ударной нагрузкой: Цементация — идеальный выбор для создания необходимой твердой корки и прочной сердцевины в деталях из низкоуглеродистой стали, таких как зубчатые колеса.
- Если ваша основная задача — экономичная закалка деталей с большим объемом производства: Цементация хорошо автоматизируется и понятна, что делает ее отличным вариантом для обработки целых партий компонентов.
- Если ваша основная задача — высокоселективная или локализованная закалка: Подумайте, приемлема ли цементация всей поверхности; в противном случае маскирование может быть дорогостоящим, а альтернативные методы могут быть более эффективными.
Понимание принципов цементации позволяет проектировать и производить компоненты с превосходным сроком службы и производительностью.

Сводная таблица:
| Категория применения | Ключевые примеры | Основное преимущество |
|---|---|---|
| Компоненты трансмиссии | Зубчатые колеса, шестерни, оси | Сопротивление износу при скользящем/катящемся контакте |
| Поверхности подшипников | Подшипники, распределительные валы, коленчатые валы | Выдерживает высокое контактное напряжение и усталость |
| Общие детали машин | Цепи, звездочки, крепежные детали | Повышение сопротивления истиранию и срока службы |
Необходимо повысить долговечность и производительность ваших компонентов?
В KINTEK мы специализируемся на предоставлении передового лабораторного оборудования и расходных материалов, необходимых для точных процессов термообработки, таких как цементация. Независимо от того, разрабатываете ли вы зубчатые колеса, подшипники или другие критически важные детали, наши решения помогут вам достичь идеального баланса между твердой, износостойкой коркой и прочной, пластичной сердцевиной.
Давайте обсудим, как мы можем поддержать потребности вашей лаборатории. Свяжитесь с нашими экспертами сегодня, чтобы найти подходящее оборудование для вашего применения!
Визуальное руководство
Связанные товары
- Графитовая вакуумная печь с нижним выгрузкой для графитации углеродных материалов
- Графитировочная печь для вакуумного графитирования материалов отрицательного электрода
- Большая вертикальная графитировочная печь с вакуумом
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Печь непрерывного графитирования в вакууме с графитом
Люди также спрашивают
- Каково применение графитовой печи? Важно для высокотемпературной обработки и синтеза материалов
- Почему графитовая печь более чувствительна, чем пламя? Разблокировка сверхследового обнаружения для вашей лаборатории
- В чем недостаток графитовой печи? Управление реакционной способностью и рисками загрязнения
- Каков принцип работы графитовой печи? Достижение экстремальных температур за счет прямого резистивного нагрева
- Какова функция графитовой печи? Достижение экстремального нагрева для анализа и обработки материалов






