Основными преимуществами горячего изостатического прессования (ГИП) являются его способность устранять внутреннюю пористость и достигать почти 100% теоретической плотности в металлических компонентах. Этот процесс резко улучшает механические свойства, такие как усталостная долговечность, пластичность и износостойкость, а также снимает внутренние напряжения. Для деталей, изготовленных литьем или аддитивным производством, ГИП устраняет внутренние дефекты и слабые связи между слоями, создавая однородную, монолитную микроструктуру со свойствами, которые могут сравниться или превзойти свойства традиционно кованых материалов.
Горячее изостатическое прессование — это не просто финишная обработка; это преобразующий процесс. Применяя высокую температуру и равномерное газовое давление, он фундаментально закрывает внутренние пустоты, которые являются основным источником разрушения в высокопроизводительных компонентах, превращая пористую или слоистую структуру в полностью плотную, твердую деталь.

Как фундаментально работает горячее изостатическое прессование
Горячее изостатическое прессование (ГИП) подвергает компонент воздействию как повышенной температуры, так и высокого давления газа со всех сторон одновременно. Эта комбинация является ключом к его эффективности.
Роль тепла и давления
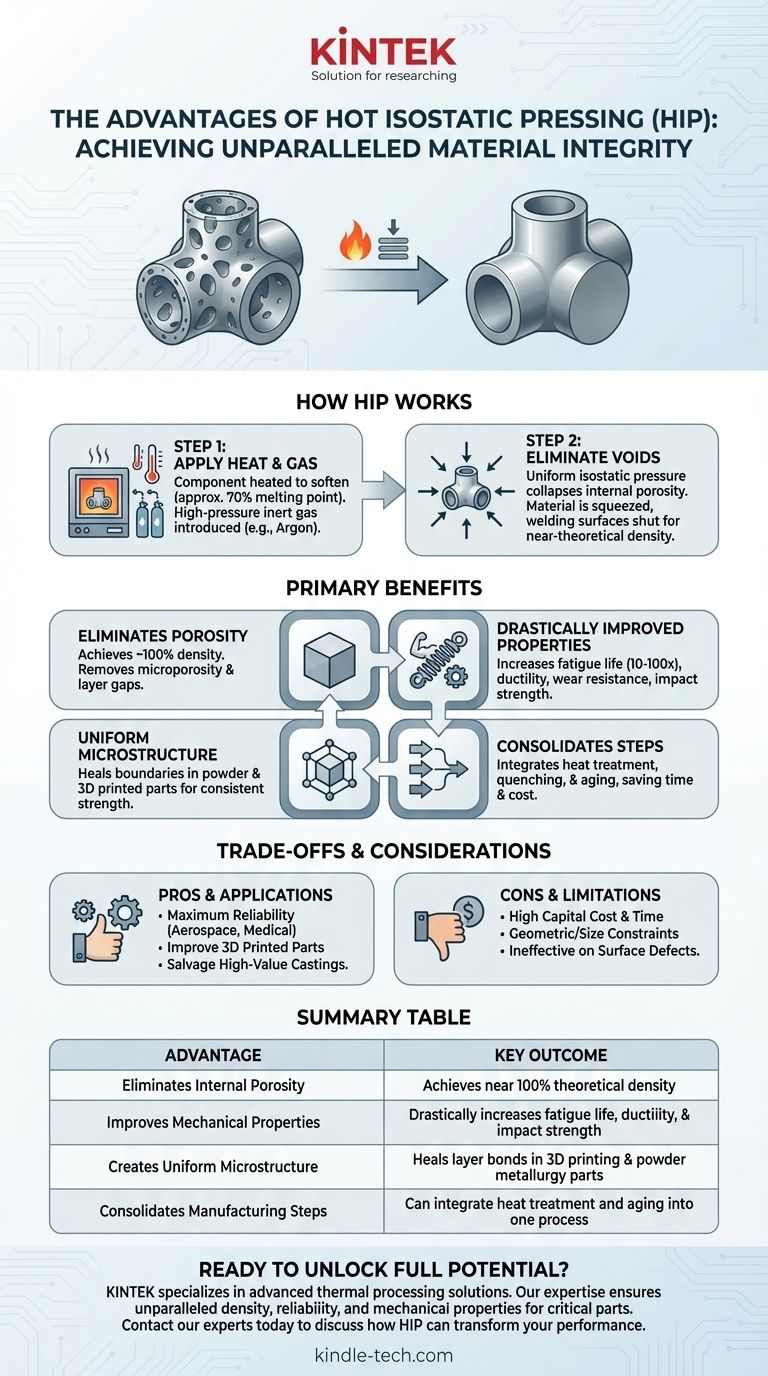
Сначала компонент нагревается в камере ГИП до температуры, достаточно высокой, чтобы размягчить материал, делая его пластичным на микроскопическом уровне. Эта температура обычно составляет около 70% от температуры плавления материала.
Как только материал становится податливым, вводится инертный газ под очень высоким давлением (например, аргон), оказывающий равномерное давление на каждую поверхность детали. Это изостатическое давление эффективно схлопывает любые внутренние пустоты, поры или микроскопические зазоры внутри материала.
Достижение почти теоретической плотности
Поскольку давление прикладывается одинаково со всех направлений, оно сжимает материал и сваривает внутренние поверхности этих пустот. В результате получается полностью плотный компонент с устраненными внутренними дефектами, что доводит его плотность до максимума для данного сплава.
Основные преимущества обработки ГИП
Физическое устранение внутренних дефектов является коренной причиной значительного повышения производительности, наблюдаемого в деталях, обработанных ГИП.
Устранение внутренней пористости
ГИП не имеет себе равных в своей способности удалять внутреннюю микропористость в отливках и микроскопические пустоты, которые могут образовываться между слоями в деталях, изготовленных аддитивным способом (3D-печать). Это создает твердый, гомогенный материал.
Резкое улучшение механических свойств
При устранении внутренних дефектов остается меньше точек зарождения для образования и роста трещин. Это приводит к резкому увеличению усталостной долговечности, которая может улучшиться в 10-100 раз. Это также повышает пластичность, ударную вязкость и износостойкость.
Создание однородной микроструктуры
Для деталей, изготовленных методами порошковой металлургии и 3D-печати, ГИП помогает заживлять границы между отдельными частицами порошка или печатными слоями. Этот процесс создает последовательную и однородную микроструктуру, гарантируя, что прочность детали одинакова во всех направлениях.
Консолидация производственных этапов
Современные процессы ГИП могут объединять циклы термообработки, закалки и старения в одну сессию. Эта консолидация может сократить общее количество производственных этапов, экономя значительное время и затраты на производство сложных компонентов.
Понимание компромиссов и соображений
Несмотря на свою мощь, ГИП не является универсальным решением. Понимание его ограничений имеет решающее значение для принятия обоснованного решения.
Стоимость и сложность
Оборудование для ГИП представляет собой значительные капиталовложения, а сам процесс увеличивает стоимость и время производственного цикла. Обычно он зарезервирован для высокоценных компонентов, где производительность и надежность не подлежат обсуждению.
Геометрические ограничения и ограничения по размеру
Детали должны физически помещаться внутрь нагреваемой сосуда высокого давления ГИП. Это накладывает практическое ограничение на размер компонентов, которые могут быть обработаны.
Не является средством от поверхностных дефектов
ГИП эффективно только для внутренних, герметично закрытых пустот. Он не может закрывать трещины или поры, выходящие на поверхность, потому что сжатый газ проникнет в трещину, уравновешивая давление и не давая ей закрыться. Детали с поверхностными дефектами требуют других методов ремонта.
Когда выбирать горячее изостатическое прессование
Применение ГИП должно быть стратегическим решением, основанным на требованиях к вашему компоненту и режимах его отказа.
- Если ваш основной акцент — максимальная надежность и усталостная долговечность: Используйте ГИП для критически важных компонентов в аэрокосмической отрасли, медицинских имплантатов или производстве энергии, где отказ может быть катастрофическим.
- Если ваш основной акцент — улучшение деталей, изготовленных аддитивным способом: Используйте ГИП в качестве стандартного этапа постобработки для достижения механических свойств, сравнимых с материалами, полученными прокаткой или ковкой.
- Если ваш основной акцент — спасение дорогостоящих отливок: Используйте ГИП для устранения внутренней микропористости, повышения механических характеристик и увеличения выхода приемлемых деталей.
- Если ваш основной акцент — детали, чувствительные к стоимости, некритичные: Дополнительные расходы на ГИП, вероятно, не оправданы, и более подходящими являются традиционные методы термообработки.
Понимая его функцию, вы можете использовать ГИП не просто как этап ремонта, а как стратегический инструмент для достижения непревзойденной целостности материала.
Сводная таблица:
| Преимущество | Ключевой результат |
|---|---|
| Устраняет внутреннюю пористость | Достигает почти 100% теоретической плотности |
| Улучшает механические свойства | Резко увеличивает усталостную долговечность, пластичность и ударную вязкость |
| Создает однородную микроструктуру | Заживляет границы слоев в деталях, изготовленных 3D-печатью и методом порошковой металлургии |
| Консолидирует производственные этапы | Может интегрировать термообработку и старение в один процесс |
Готовы раскрыть весь потенциал ваших высокопроизводительных компонентов?
KINTEK специализируется на передовых решениях для термической обработки, включая горячее изостатическое прессование, для удовлетворения требовательных нужд лабораторий и производителей в аэрокосмической, медицинской отраслях и аддитивном производстве. Наш опыт гарантирует, что ваши критически важные детали достигнут непревзойденной плотности, надежности и механических свойств.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как ГИП может трансформировать производительность ваших материалов и надежность вашей продукции.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?
- Каков принцип горячего изостатического прессования? Достижение 100% плотности и превосходных характеристик
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне

















