Да, алюминий можно успешно паять. Это хорошо зарекомендовавший себя процесс соединения, используемый во многих высокотехнологичных отраслях, включая аэрокосмическую промышленность и производство полупроводников. Ключ к процессу заключается не в самом алюминии, а в стратегии управления прочным, невидимым слоем оксида, который мгновенно образуется на его поверхности.
Успех пайки алюминия полностью зависит от одного критического шага: преодоления его естественного защитного оксидного слоя. Каждый аспект процесса, от выбора флюса до атмосферы печи, разработан для удаления этого барьера и обеспечения образования истинной металлургической связи припоя с основным материалом.

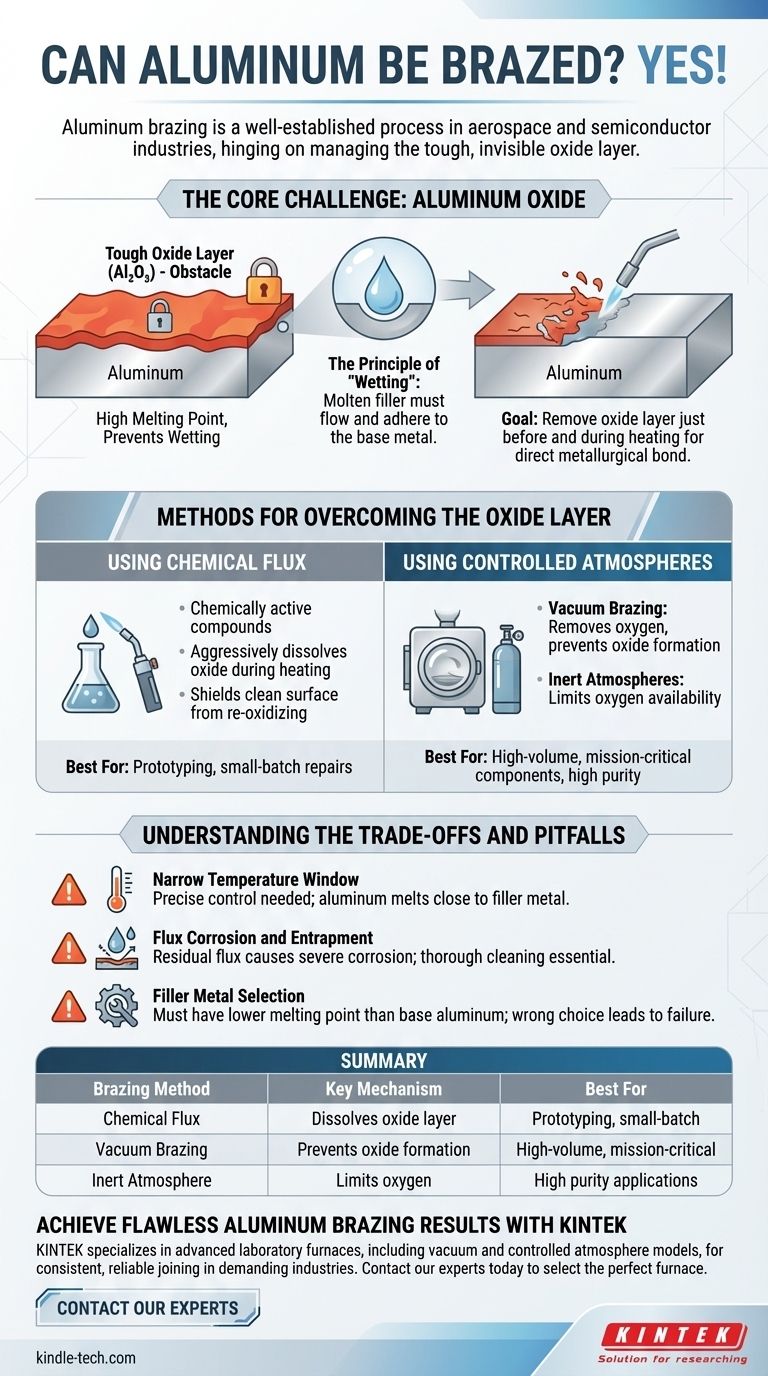
Основная проблема: оксид алюминия
Основная трудность при пайке алюминия заключается не в свойстве металла, а в химии его поверхности. Понимание этого является первым принципом успешной пайки.
Почему оксид является препятствием
При воздействии воздуха алюминий мгновенно образует тонкий, прочный и химически стабильный слой оксида алюминия (Al₂O₃). Этот слой имеет очень высокую температуру плавления, намного превышающую температуру плавления самого основного металла — алюминия.
Принцип "смачивания"
Чтобы пайка работала, расплавленный припой должен "смачивать" поверхности соединяемых деталей. Это означает, что он должен растекаться и прилипать к основному металлу. Слой оксида алюминия действует как барьер, препятствуя прямому контакту припоя и образованию связи.
Цель процесса пайки
Таким образом, центральная техническая цель любой операции по пайке алюминия состоит в удалении этого оксидного слоя непосредственно перед и во время процесса нагрева. Это позволяет припою затекать в соединение и связываться непосредственно с чистым алюминием под ним.
Методы преодоления оксидного слоя
Для преодоления оксидного слоя используются две основные стратегии, каждая из которых подходит для различных применений и масштабов производства.
Использование химического флюса
Флюсы — это химически активные соединения, наносимые на соединение перед нагревом. При нагреве сборки флюс плавится и агрессивно растворяет слой оксида алюминия. Он также защищает очищенную поверхность от повторного окисления, позволяя припою правильно смачивать соединение.
Использование контролируемых атмосфер
Для крупносерийного производства или применений, требующих высокой чистоты, часто используется печная пайка. Этот процесс управляет оксидным слоем, контролируя саму среду.
- Вакуумная пайка: Выполняя процесс в высоком вакууме, кислород удаляется из окружающей среды. Это предотвращает образование оксидного слоя, что позволяет получить исключительно чистое и прочное соединение без необходимости использования химического флюса.
- Инертные атмосферы: Использование атмосферы инертного газа также может ограничить количество доступного кислорода, хотя вакуум, как правило, более эффективен для реактивных металлов, таких как алюминий.
Понимание компромиссов и подводных камней
Хотя пайка алюминия эффективна, она требует тщательного контроля процесса, чтобы избежать распространенных проблем.
Узкий температурный диапазон
Алюминиевые сплавы имеют относительно низкую температуру плавления, которая может быть очень близка к температуре плавления припоя. Это создает узкое технологическое окно, требующее высокоточного контроля температуры для расплавления припоя без расплавления или деформации основных деталей.
Коррозия и захват флюса
Если используется метод на основе флюса, крайне важно удалить все остатки флюса после пайки. Оставшийся флюс может поглощать влагу из воздуха и вызывать сильную, агрессивную коррозию в соединении. Правильная очистка после пайки не является необязательной; она необходима для долгосрочной целостности детали.
Выбор припоя
Выбор правильного припоя имеет первостепенное значение. Обычно это алюминиево-кремниевые сплавы, специально разработанные для того, чтобы иметь температуру плавления ниже, чем у соединяемого основного алюминиевого сплава. Неправильный выбор может легко привести к выходу детали из строя во время процесса.
Правильный выбор для вашего применения
Ваш подход к пайке алюминия должен определяться сложностью вашего компонента, требуемой производительностью и объемом производства.
- Если ваша основная цель — прототипирование или мелкосерийный ремонт: Методы на основе флюса, такие как пайка горелкой, часто являются наиболее доступным и экономически эффективным подходом.
- Если ваша основная цель — крупносерийное производство со сложной геометрией: Пайка в контролируемой атмосфере или вакуумной печи обеспечивает непревзойденную стабильность и качество соединения.
- Если ваша основная цель — критически важные компоненты и максимальная целостность соединения: Вакуумная пайка является лучшим выбором, поскольку она исключает риск захвата флюса и коррозии.
Успешная пайка алюминия — это, по сути, вопрос точного контроля над химией его поверхности и термической средой.
Сводная таблица:
| Метод пайки | Ключевой механизм | Лучше всего подходит для |
|---|---|---|
| Химический флюс | Растворяет оксидный слой во время нагрева | Прототипирование, мелкосерийный ремонт |
| Вакуумная пайка | Предотвращает образование оксида путем удаления кислорода | Крупносерийное производство, критически важные компоненты |
| Инертная атмосфера | Ограничивает кислород для управления оксидным слоем | Применения, требующие высокой чистоты |
Добейтесь безупречных результатов пайки алюминия с KINTEK.
Пайка алюминия требует точного контроля температуры и атмосферы для управления его сложным оксидным слоем. Независимо от того, разрабатываете ли вы прототипы или наращиваете объемы для крупносерийного производства, правильное оборудование имеет решающее значение для успеха.
KINTEK специализируется на передовых лабораторных печах, включая вакуумные модели и модели с контролируемой атмосферой, разработанные специально для высокопроизводительных процессов соединения, таких как пайка алюминия. Наши решения обеспечивают стабильную, надежную среду, необходимую для создания прочных, устойчивых к коррозии соединений для аэрокосмической, полупроводниковой и других требовательных отраслей.
Позвольте нам помочь вам выбрать идеальную печь для вашего применения. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные требования и обеспечить успех вашего процесса пайки.
Визуальное руководство
Связанные товары
- Печь горячего прессования в вакууме, машина для горячего прессования, трубчатая печь
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Вакуумная печь горячего прессования Нагретая вакуумная прессовальная машина
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
Люди также спрашивают
- Какие основные условия обработки обеспечивает печь для вакуумного горячего прессования? Получение композитов Cu-SiC/алмаз высокой плотности
- Какую основную функцию выполняет печь для вакуумного горячего прессования? Оптимизация уплотнения композитов из графита/меди
- Каковы преимущества вакуумной горячей прессовой печи для твердых электролитов LTPO? Повышение плотности и проводимости
- Как печь для вакуумного горячего прессования способствует низкотемпературной спекаемости? Достижение превосходной плотности керамики
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%



















