
Скрытый недостаток "простого" прессования
Представьте, что вы набиваете песок в прочный металлический ящик. Самый интуитивный способ — надавить на него сверху тяжелым поршнем. Песок в верхней части становится невероятно плотным. Но песок в нижних углах? Он едва ощущает давление, оставаясь рыхлым и слабым.
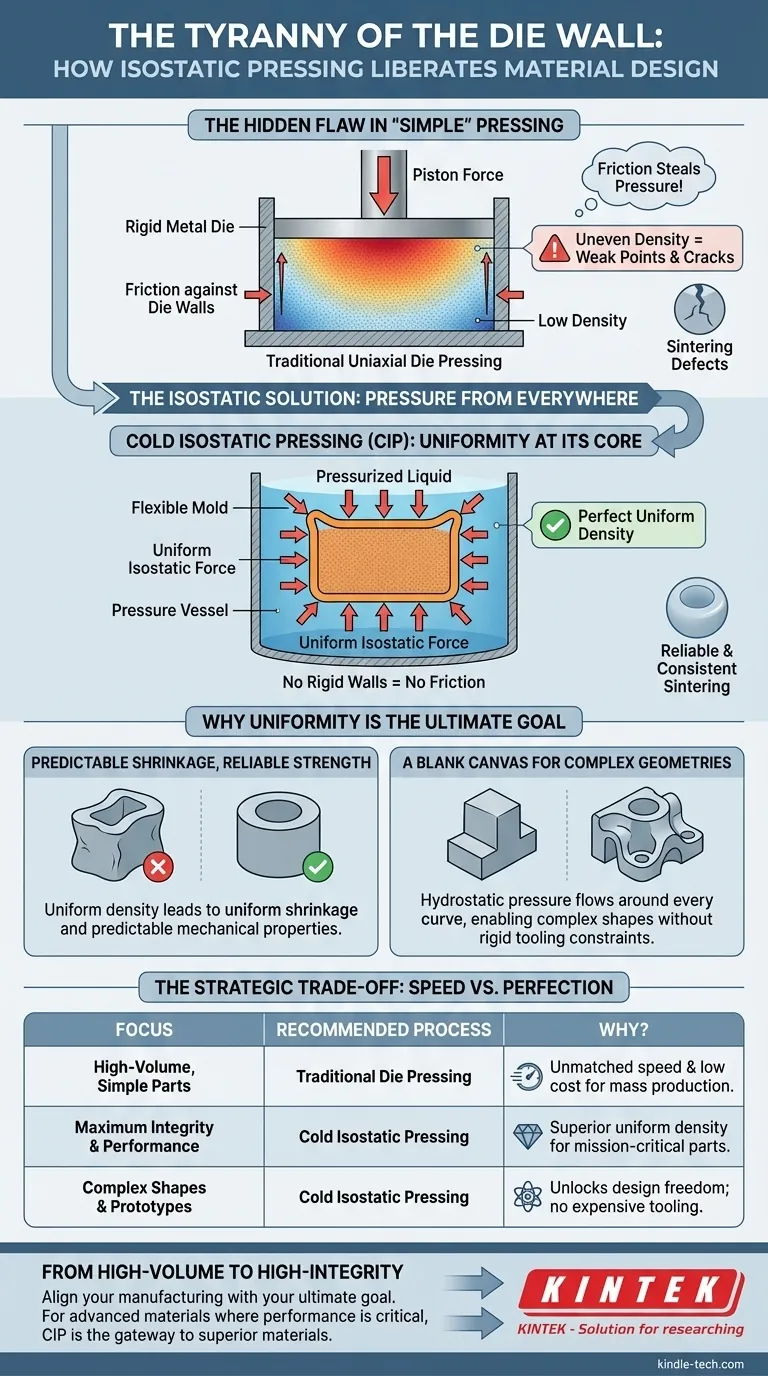
Это главная проблема традиционного одноосного прессования в матрице. Прикладываемая вами сила никогда не передается равномерно. Скрытый враг, трение между порошком и жесткими стенками матрицы, поглощает давление по мере его распространения.
Десятилетиями инженеры боролись с этой "тиранией стенки матрицы". Она создает невидимые градиенты плотности внутри детали — дефекты, которые становятся трещинами во время обжига или слабыми местами в конечном продукте. Она ограничивает размер, сложность и конечную производительность компонентов, изготовленных из порошков.
Изостатическое решение: давление со всех сторон
Что, если бы вместо борьбы с трением мы могли его устранить? В этом заключается элегантный, почти философский сдвиг, лежащий в основе холодного изостатического прессования (CIP).
Процесс принципиально отличается. Порошок помещается в гибкую герметичную форму. Затем эта форма погружается в камеру с жидкостью. Вместо одного поршня, толкающего в одном направлении, жидкость находится под давлением, оказывая идеальное, равномерное усилие на форму со всех сторон одновременно.
Стенки матрицы отсутствуют. Трения нет. Каждая отдельная частица, будь то на поверхности или глубоко в ядре, испытывает одинаковое уплотняющее усилие.
Почему однородность — конечная цель
Это равномерное давление создает "сырую" деталь с чрезвычайно однородной плотностью. Это единственное свойство является корнем почти каждого основного преимущества, которое предлагает CIP. Оно меняет то, что возможно в материаловедении.
Предсказуемая усадка, надежная прочность
Когда деталь с неравномерной плотностью нагревается (спекается), она усаживается неравномерно. Более плотные участки усаживаются меньше, более рыхлые — больше. Этот внутренний конфликт создает напряжение, приводящее к деформации, искажению или катастрофическому растрескиванию.
Однако деталь с равномерной плотностью усаживается предсказуемо и последовательно. Эта надежность приводит к получению готового компонента с равномерной прочностью и предсказуемыми механическими свойствами, устраняя догадки и вариативность, которые преследуют традиционные методы.
Чистый холст для сложных геометрий
Трение стенки матрицы — враг сложности. Острые углы, поднутрения или длинные тонкие участки создают кошмарные трения в жесткой матрице, делая равномерное уплотнение невозможным.
CIP освобождает дизайнеров от этих ограничений. Поскольку давление гидростатическое, ему все равно, какая форма. Оно с равной силой обтекает каждый изгиб и проникает в каждую полость. Это делает его идеальным методом для производства крупных, сложных компонентов, которые невозможно было бы сформировать никаким другим способом.
Стратегический компромисс: скорость против совершенства
CIP — мастер качества, а не скорости. Процесс герметизации сосуда, повышения и понижения давления по своей природе медленнее, чем быстрая штамповка механического пресса.
Кроме того, гибкие формы, используемые в CIP, не обеспечивают такого же жесткого контроля размеров, как стальная матрица. Детали производятся в виде почти конечных форм, часто требующих окончательной механической обработки для соответствия жестким допускам.
Это представляет собой четкий стратегический выбор для любого инженера или производителя:
| Фокус | Рекомендуемый процесс | Почему? |
|---|---|---|
| Высокообъемные, простые детали | Традиционное прессование в матрице | Непревзойденная скорость и низкая стоимость за деталь для массового производства. |
| Максимальная целостность и производительность | Холодное изостатическое прессование | Превосходная, однородная плотность для критически важных компонентов. |
| Сложные формы и прототипы | Холодное изостатическое прессование | Открывает свободу дизайна без дорогостоящих затрат на жесткую оснастку. |
Решение об использовании CIP — это сознательный выбор в пользу приоритета целостности материала и гибкости дизайна над чистой скоростью производства.
От массового производства к высокой целостности
Выбор правильного метода уплотнения порошка заключается в согласовании вашего производственного процесса с вашей конечной целью. Для простых форм в огромных масштабах стенка матрицы является допустимым ограничением.
Но для передовой керамики, тугоплавких металлов и сложных компонентов, где производительность не может быть поставлена под угрозу, преодоление тирании стенки матрицы имеет решающее значение. Равномерное, всестороннее давление CIP — это не просто лучшая техника; это ворота к созданию превосходных материалов.
В KINTEK мы предоставляем передовое лабораторное оборудование и расходные материалы, необходимые для использования мощи этого процесса. Независимо от того, создаете ли вы прототип нового дизайна или разрабатываете компоненты с высокой степенью целостности, наши инструменты созданы для обеспечения требуемой вами однородности и качества. Чтобы узнать, как эта технология может улучшить вашу работу, свяжитесь с нашими экспертами.
Визуальное руководство
Связанные товары
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
Связанные статьи
- Понимание изостатического прессования: холодные и горячие методы
- Холодное изостатическое прессование меняет правила игры в материаловедении
- Цена единообразия: Стратегическое руководство по затратам на изостатические прессы холодного действия
- Выбор оборудования для изостатического прессования при литье с высокой плотностью
- Этапы операции разделенного изостатического прессования












