
Тирания пустоты
Инженер проектирует керамический компонент для оптической системы спутника. Он не должен деформироваться, не должен трескаться и должен быть идеальным по размерам. Крошечная, микроскопическая пустота — пустое пространство меньше песчинки — может концентрировать напряжение во время вибраций при запуске и привести к катастрофическому отказу.
Это не просто производственная проблема; это философская проблема. Насколько близким к совершенству должен быть материал? И какова цена устранения этих последних 1% несовершенства?
Это основная дилемма, с которой сталкиваются инженеры при выборе между двумя фундаментальными методами порошковой металлургии: горячим прессованием и более традиционным холодным прессованием с последующим спеканием. Выбор выявляет глубокое противоречие между стремлением к абсолютной целостности материала и прагматичными требованиями стоимости и масштаба.
Две философии творения
По сути, эти два процесса представляют собой разные убеждения о том, как превратить рыхлый порошок в твердую, надежную деталь.
Путь интеграции: горячее прессование
Горячее прессование — это метод пуриста. Он объединяет уплотнение и термическое связывание в один элегантный шаг.
Порошок загружается в матрицу, обычно графитовую, которая затем нагревается до экстремальных температур, одновременно прилагая огромное давление. Тепло размягчает частицы, а давление активно выдавливает пустоты, заставляя материал достигать почти теоретической плотности.
Это процесс, основанный на контроле, направленный на устранение дефектов в момент создания.
Путь сборки: холодное прессование и спекание
Это рабочая лошадка современной промышленности, двухэтапный метод, основанный на эффективности.
Сначала порошок уплотняется в «зеленый компакт» при комнатной температуре. Эта деталь достаточно твердая, чтобы с ней можно было обращаться, но механически слабая. Затем этот компакт перемещается в печь и спекается — нагревается до температуры чуть ниже точки плавления — где частицы медленно связываются и сплавляются.
Это производство как сборочная линия: один отдельный процесс для формовки, другой для упрочнения. Это философия, основанная на масштабируемости и скорости.
Анатомия дефекта
Выбор между этими двумя путями часто сводится к одному фактору: пористости. В материаловедении пор — это не просто пустое пространство; это потенциальное место отказа.
Стремление к 99,9%
Горячее прессование превосходно справляется с поиском и устранением этих пустот. Прилагая давление *во время* цикла нагрева, оно закрывает пути выхода для пор и ускоряет уплотнение.
В результате получается конечная деталь с плотностью, часто превышающей 99,5% от теоретического максимума. Такое отсутствие пористости напрямую транслируется в превосходные механические свойства — более высокую прочность, большую твердость и повышенную ударную вязкость. Материал максимально приближен к идеальному твердому телу.
Добродетель «достаточно хорошо»
Холодное прессование и спекание, напротив, почти всегда оставляют некоторую остаточную пористость, с плотностью обычно в диапазоне 90-98%. Процесс спекания основан на диффузии атомов, которая может с трудом закрывать последние, стойкие пустоты.
Но для бесчисленных применений, от автомобильных шестерен до конструкционных кронштейнов, такой уровень плотности не просто достаточен; он оптимален. Незначительное увеличение прочности от устранения последних 5% пористости часто не оправдывает экспоненциального роста затрат и времени.
Безмолвная история микроструктуры
Помимо плотности, процессы рассказывают разные истории на микроскопическом уровне.
Спекание требует длительного времени при высоких температурах. Эта длительная «выпечка» способствует росту зерен внутри материала. Хотя это помогает связыванию, более крупные зерна иногда могут снижать прочность материала, так же как стена, построенная из нескольких больших валунов, слабее стены, построенной из множества хорошо сцепленных кирпичей.
Горячее прессование достигает полной плотности гораздо быстрее и часто при более низких температурах. Этот короткий, интенсивный цикл эффективно замораживает микроструктуру в мелкозернистом состоянии, сохраняя ее внутреннюю прочность и твердость. Это металлургический эквивалент быстрой заморозки, фиксирующий пиковую производительность.
Неизбежная логика экономики
Хотя сердце инженера может желать совершенства горячего прессования, баланс часто требует прагматизма спекания.
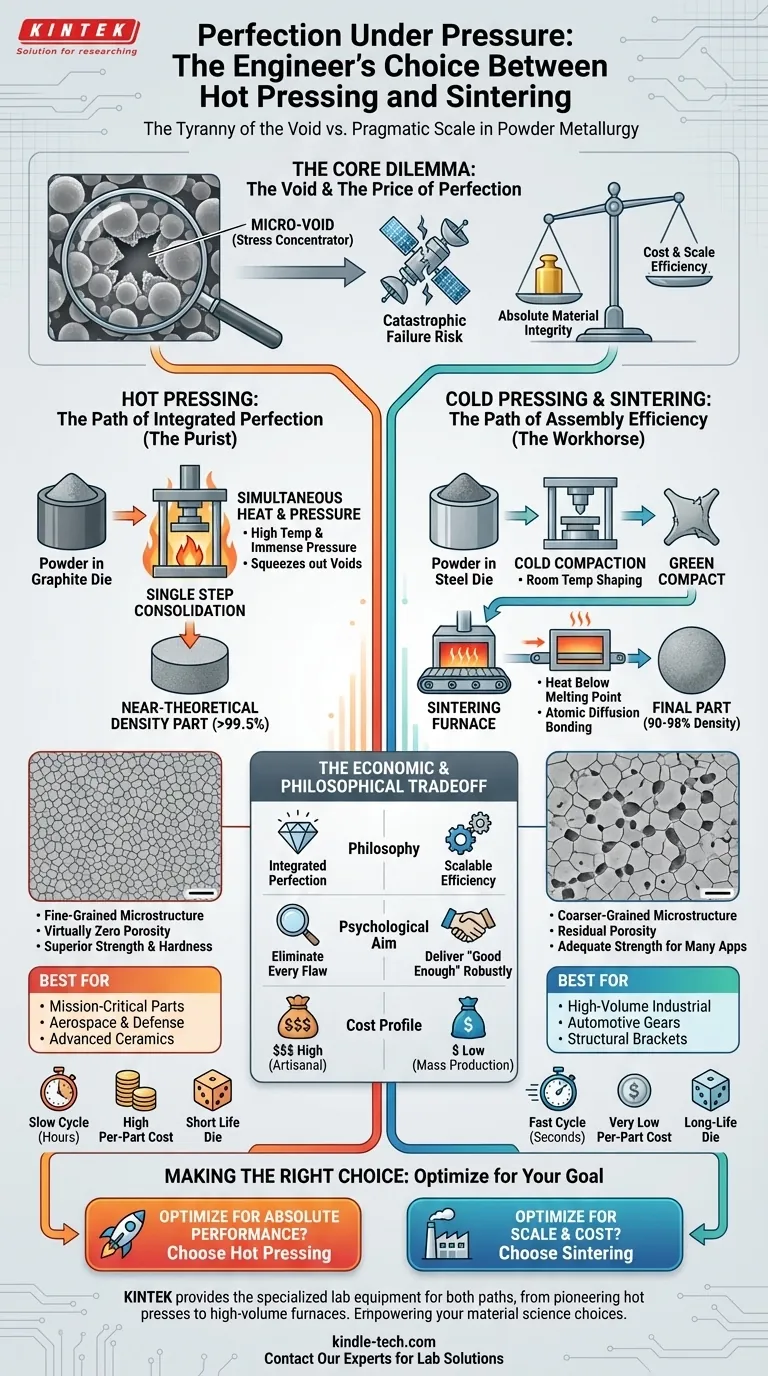
| Характеристика | Горячее прессование | Холодное прессование и спекание |
|---|---|---|
| Философия | Интегрированное совершенство | Масштабируемая эффективность |
| Время цикла | Медленное (часы на партию) | Быстрое (секунды на деталь) |
| Профиль затрат | Высокая стоимость детали (дорогие матрицы с коротким сроком службы) | Очень низкая стоимость детали (при больших объемах) |
| Лучше всего подходит для | Критически важные детали, передовая керамика | Промышленные компоненты большого объема |
| Психологическая цель | Устранить каждый потенциальный дефект | Обеспечить надежную производительность с экономической эффективностью |
Горячее прессование — это ремесленный процесс, ориентированный на малые объемы. Его графитовые или керамические матрицы дороги и быстро изнашиваются в суровых условиях.
Холодное прессование создано для массового производства. Его стальные матрицы могут штамповать миллионы деталей, снижая стоимость единицы продукции до центов. Это двигатель современной индустрии производства деталей.
Сделайте правильный выбор
В конечном счете, выбор заключается не в том, какой процесс «лучше», а в том, какой из них *правильный* для данной задачи. Это требует постановки правильного вопроса:
- Оптимизируете ли вы для абсолютной производительности? Для применений, где отказ недопустим — аэрокосмическая, оборонная промышленность, передовые исследования и разработки — горячее прессование является очевидным выбором. Это единственный способ надежно производить такие материалы, как неорганические керамики или сложные композиты с почти нулевой пористостью.
- Оптимизируете ли вы для масштаба и стоимости? Для производства миллионов надежных шестерен, подшипников или разъемов холодное прессование и спекание является бесспорным чемпионом. Это двигатель промышленного производства.
Навигация по этому решению требует не только теоретических знаний, но и правильных инструментов для тестирования, проверки и производства. От лабораторных установок для горячего прессования для разработки новых материалов до печей, необходимых для высокообъемного спекания, оборудование определяет границы возможного.
В KINTEK мы предоставляем специализированное лабораторное оборудование и расходные материалы, которые позволяют исследователям и инженерам превращать эти сложные выборы в области материаловедения в ощутимые результаты. Независимо от того, стремитесь ли вы к совершенству или проектируете для масштаба, понимание ваших инструментов — это первый шаг. Если вы взвешиваете эти критические компромиссы для вашего следующего проекта, наша команда готова помочь вам найти подходящее оборудование для этой задачи. Свяжитесь с нашими экспертами
Визуальное руководство
Связанные товары
- Гидравлический пресс с подогревом и нагревательными плитами, ручной лабораторный горячий пресс
- Автоматический гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования 25Т 30Т 50Т
- Автоматический гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования
- Гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования в вакуумной камере
- Ручной высокотемпературный гидравлический пресс с нагревательными плитами для лаборатории
Связанные статьи
- Как выбрать лабораторный горячий пресс
- Выбор подходящего пресса для нужд вашей лаборатории
- Как обслуживать ручную лабораторную машину для горячего прессования
- Гидравлический горячий пресс: Принципы, компоненты, особенности, преимущества и применение
- Больше, чем просто сжатие: физика и психология гидравлического пресса горячего формования


















