По своей сути, как компрессионное, так и трансферное формование предназначены для работы с термореактивными пластмассами, часто называемыми реактопластами. Хотя некоторые специализированные термопласты могут использоваться, фундаментальная природа этих процессов — применение длительного нагрева и давления для индукции химического изменения — неразрывно связана со свойствами реактопластов.
Выбор материала не случаен; он диктуется самим процессом. Компрессионное и трансферное формование построены на использовании материалов, которые отверждаются, проходя необратимую химическую реакцию для формирования прочной, стабильной конечной детали.

Принцип отверждения: почему реактопласты являются ключевыми
Чтобы понять, почему в этих процессах используются реактопласты, вы должны сначала понять фундаментальное различие между двумя основными семействами пластмасс.
Реактопласты: необратимое химическое изменение
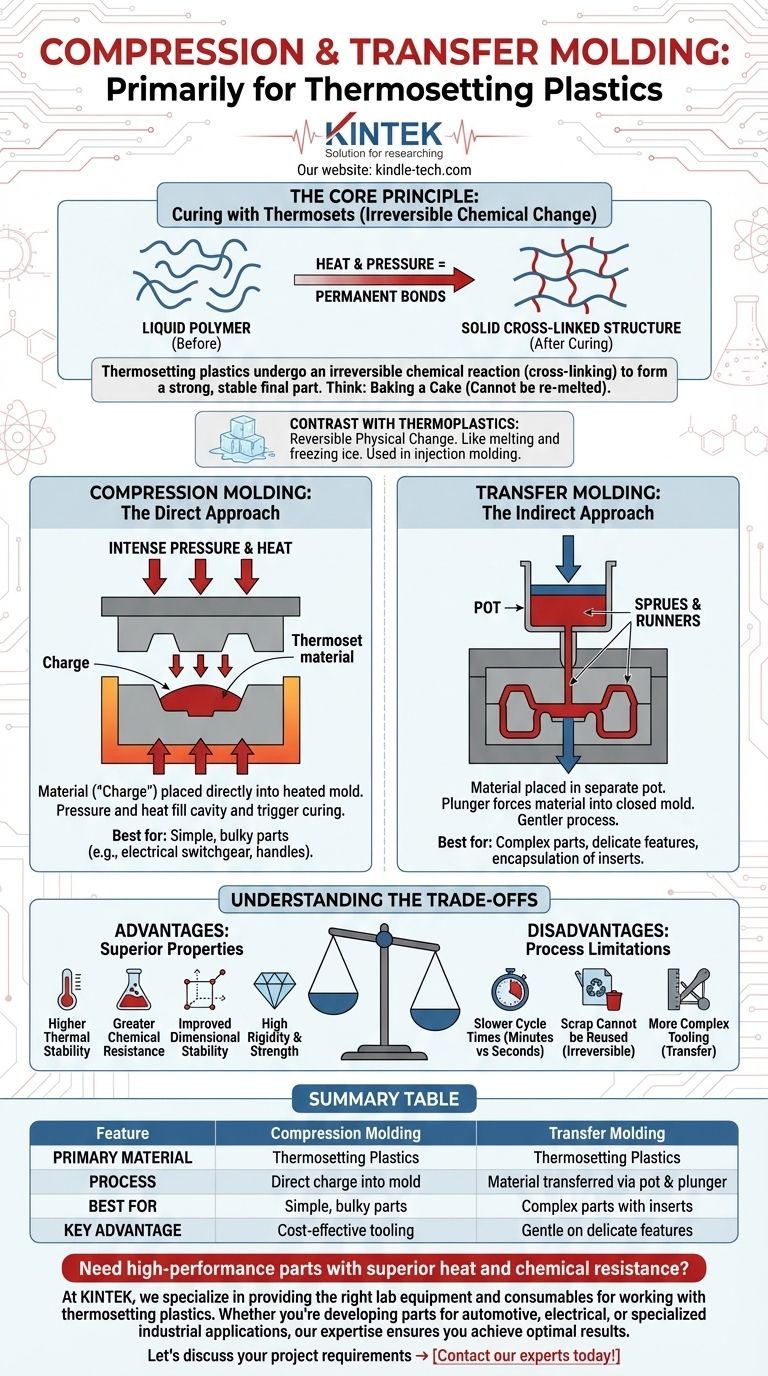
Термореактивные пластмассы начинаются как податливые или жидкие полимеры. При воздействии тепла и давления в форме они подвергаются химической реакции, называемой сшивкой.
Эта реакция создает мощные, постоянные связи между полимерными цепями, превращая материал в жесткое, неплавкое твердое тело.
Представьте себе это как выпечку торта. Как только жидкое тесто выпекается, оно становится твердым бисквитом. Вы не можете снова превратить его в жидкое тесто, повторно нагрев. Это изменение необратимо. К распространенным реактопластам относятся фенопласты, эпоксидные смолы, силиконы и полиэфиры.
Термопласты: обратимое физическое изменение
Напротив, термопласты размягчаются и плавятся при нагревании, а затем снова затвердевают при охлаждении. Химической реакции не происходит.
Этот процесс похож на таяние и замораживание кубика льда. Это обратимое физическое изменение. Это свойство делает термопласты идеальными для таких процессов, как литье под давлением, где требуются быстрые циклы плавления и затвердевания.
Компрессионное против трансферного формования: два пути к одной цели
Оба процесса используют тепло и давление для отверждения термореактивного материала, но они различаются по способу подачи материала в полость формы.
Компрессионное формование: прямой подход
При компрессионном формовании заранее отмеренное количество термореактивного материала, называемое "заготовкой", помещается непосредственно в нагретую нижнюю половину полости формы.
Затем верхняя половина формы закрывается, прикладывая интенсивное давление и тепло. Это заставляет материал заполнять всю полость, одновременно запуская реакцию отверждения.
Этот метод прост и экономичен, что делает его идеальным для относительно простых, часто громоздких деталей, таких как электрощитовое оборудование, ручки для посуды и автомобильные компоненты.
Трансферное формование: непрямой подход
Трансферное формование добавляет промежуточный шаг. Термореактивный материал помещается в отдельную камеру, или "горшок", расположенную над основной полостью формы.
Плунжер нагревает и сжимает материал в горшке, заставляя его течь по каналам (известным как литники и разводящие каналы) и в закрытую полость формы.
Этот непрямой метод заполнения более щадящий для формы и позволяет создавать более сложные детали с тонкими элементами или инкапсулировать вставки, такие как металлические штифты или электронные компоненты.
Понимание компромиссов
Выбор процесса на основе термореактивных материалов, такого как компрессионное или трансферное формование, имеет свой набор преимуществ и недостатков по сравнению с использованием термопластов в таком процессе, как литье под давлением.
Преимущество: превосходные свойства материала
Термореактивные материалы часто выбирают, когда производительность имеет решающее значение. Благодаря своей сшитой структуре они обычно обеспечивают:
- Более высокую термическую стабильность и устойчивость к нагреву.
- Большую химическую стойкость.
- Улучшенную стабильность размеров и устойчивость к ползучести с течением времени.
- Высокую жесткость и соотношение прочности к весу.
Недостаток: медленнее и менее щадяще
Зависимость от процесса химического отверждения накладывает ограничения:
- Более длительное время цикла: Отверждение может занимать несколько минут по сравнению с циклами литья под давлением, которые длятся секунды. Это делает процесс более медленным и менее подходящим для чрезвычайно крупносерийного производства.
- Отходы не могут быть повторно использованы: Поскольку процесс отверждения необратим, любой избыточный материал (облой) или бракованные детали не могут быть расплавлены и переформованы.
- Более сложная оснастка: Трансферные формы с их горшками и плунжерными системами могут быть более сложными и дорогостоящими, чем простая двухплитная компрессионная форма.
Правильный выбор для вашего применения
Решение использовать компрессионное или трансферное формование — это решение отдать приоритет производительности материала над скоростью производства.
- Если вашей основной целью является максимальная термостойкость, химическая стабильность или структурная жесткость: Термореактивный материал, обработанный методом компрессионного или трансферного формования, является правильным инженерным выбором.
- Если ваша деталь имеет сложную геометрию или требует встроенных вставок: Трансферное формование обеспечивает лучший контроль и более щадящий процесс заполнения, чем прямое компрессионное формование.
- Если вашей основной целью является крупносерийное производство простых потребительских деталей: Вам следует рассмотреть литье под давлением с термопластами, поскольку оно предлагает гораздо более быстрое время цикла и более низкие затраты на единицу продукции.
В конечном итоге, уникальные требования к производительности вашего приложения помогут вам выбрать правильное сочетание материала и производственного процесса.
Сводная таблица:
| Характеристика | Компрессионное формование | Трансферное формование |
|---|---|---|
| Основной материал | Термореактивные пластмассы | Термореактивные пластмассы |
| Процесс | Прямая загрузка в форму | Материал переносится через горшок и плунжер |
| Лучше всего подходит для | Простые, громоздкие детали | Сложные детали со вставками |
| Ключевое преимущество | Экономичная оснастка | Бережное отношение к деликатным элементам |
Нужны высокопроизводительные детали с превосходной термо- и химической стойкостью?
В KINTEK мы специализируемся на предоставлении подходящего лабораторного оборудования и расходных материалов для работы с термореактивными пластмассами. Независимо от того, разрабатываете ли вы детали для автомобильной, электрической или специализированной промышленной сферы, наш опыт гарантирует достижение оптимальных результатов при компрессионном и трансферном формовании.
Давайте обсудим требования вашего проекта → Свяжитесь с нашими экспертами сегодня!
Визуальное руководство
Связанные товары
- Лабораторная пресс-форма для таблетирования порошка в пластиковом кольце XRF & KBR для ИК-Фурье
- Двухплитная нагревательная пресс-форма для лаборатории
- Пресс-форма для шариков для лаборатории
- Специальная пресс-форма для лабораторного использования
- Круглая двунаправленная пресс-форма для лаборатории
Люди также спрашивают
- Как лабораторный пресс для порошковых таблеток облегчает приготовление многослойных градиентных керамических заготовок из Al2O3/ZrO2? Техники точного соединения
- Как выбор прессовой формы влияет на производительность твердотельных аккумуляторов? Руководство эксперта по гранулированию
- Что такое метод прессованных таблеток для РФА? Руководство по быстрой и экономичной подготовке проб
- Что такое метод пробоотбора РФА? Добейтесь точного элементного анализа с правильной подготовкой образцов
- Какова цель использования бромида калия KBr при ИК-Фурье измерениях? Достижение четкого, точного анализа твердых образцов
















