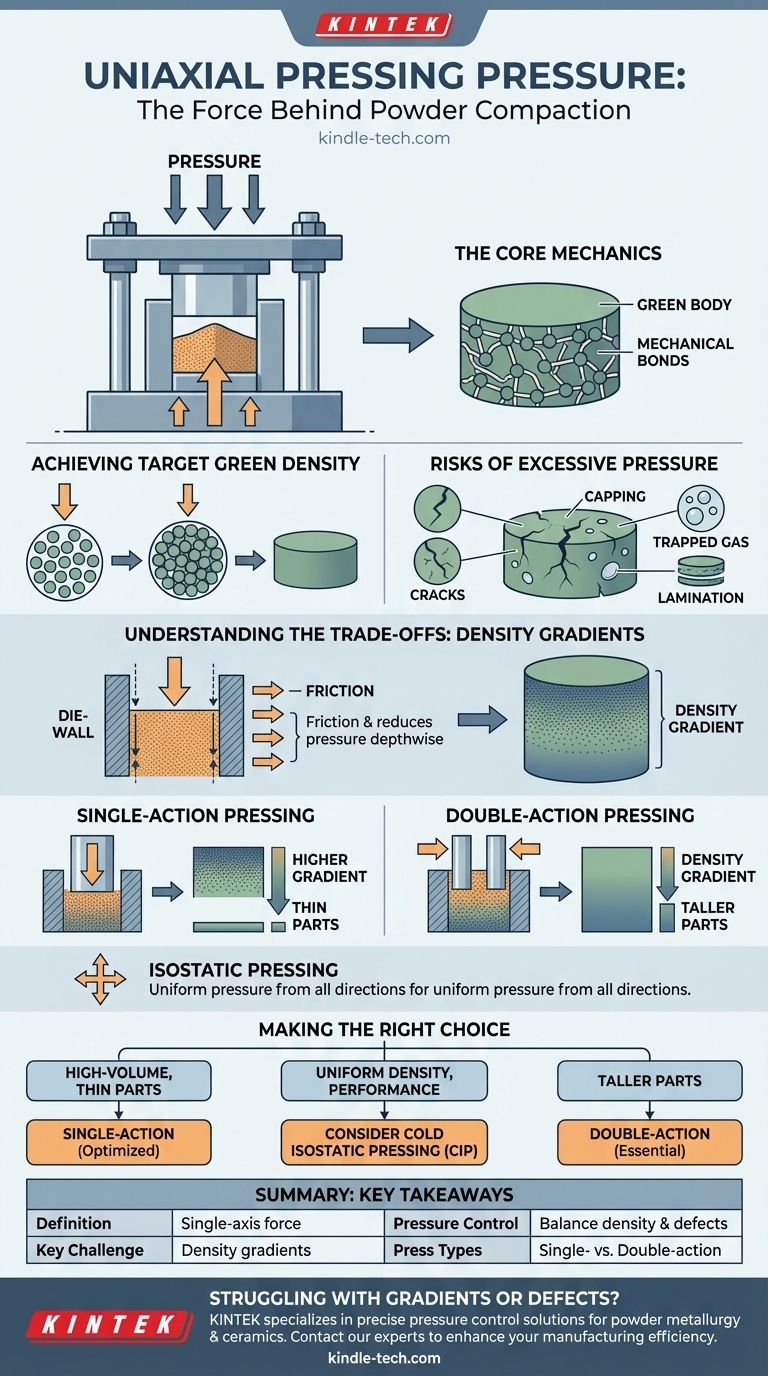
В производстве и материаловедении давление одноосного прессования — это сила, приложенная вдоль одной вертикальной оси для уплотнения порошка в твердую форму. Это давление, обычно измеряемое в мегапаскалях (МПа) или фунтах на квадратный дюйм (psi), является основным параметром, используемым для преобразования рыхлых частиц в сплошной объект с начальной прочностью, известный как «сырая заготовка».
Одноосное прессование — это быстрый и экономичный метод формования деталей из порошков, но его определяющая характеристика — приложение силы с одного направления — создает неизбежные градиенты плотности. Понимание этих изменений, вызванных давлением, и управление ими является центральной задачей для получения прочного и надежного конечного продукта.

Как работает одноосное прессование: основные механизмы
Одноосное прессование, иногда называемое прессованием в матрице, является краеугольным камнем порошковой металлургии и производства керамики благодаря своей скорости и пригодности для автоматизации.
Установка: Матрица, Пуансон и Порошок
Процесс начинается с загрузки точного количества порошка в жесткую полость, называемую матрицей. Один или несколько пуансонов затем вертикально входят в матрицу, сжимая порошок. Приложенная сила, деленная на площадь поперечного сечения пуансона, дает номинальное давление одноосного прессования.
Результат: «Сырая заготовка»
Этот процесс уплотнения заставляет частицы порошка сближаться, уменьшая пустоты между ними и создавая механические связи. Полученный объект представляет собой сырую заготовку или компакт. Он обладает достаточной прочностью для обращения, но все еще порист и требует последующего нагрева (спекания) для достижения конечной плотности и прочности.
Критическая роль давления в формовании детали
Величина приложенного давления не случайна; это тщательно контролируемая переменная, которая напрямую определяет качество сырой заготовки.
Достижение целевой плотности сырой заготовки
Основная цель приложения давления — увеличение плотности материала. Более высокое давление сближает частицы, уменьшая пористость и увеличивая плотность сырой заготовки компакта. Это критически важно, поскольку более высокая плотность сырой заготовки, как правило, приводит к меньшему усадочному коэффициенту и лучшим механическим свойствам конечной спеченной детали.
Риски чрезмерного давления
Простое максимизация давления не является решением и часто создает серьезные дефекты. Слишком большое давление может задерживать воздух внутри порошка, что приводит к трещинам при извлечении. Это также может вызвать расслоение (разломы, параллельные направлению прессования) или откол верхней части (отделение верхней части компакта) из-за внутренних напряжений.
Понимание компромиссов: Проблема градиентов плотности
Самое большое ограничение одноосного прессования — его неспособность создать идеально однородную деталь. Это неотъемлемое следствие приложения силы вдоль одной оси.
Трение о стенку матрицы: Основная причина
По мере того как пуансон передает усилие через порошок, возникает трение между частицами и о неподвижную стенку матрицы. Это трение приводит к уменьшению давления с глубиной. Результатом является градиент плотности, при котором области компакта, ближайшие к движущемуся пуансону, являются наиболее плотными, а область в середине или наиболее удаленная от пуансона — наименее плотной.
Одностороннее против Двустороннего прессования
Для борьбы с градиентами плотности прессы могут использовать различные конфигурации:
- Одностороннее прессование: Движется только один пуансон (обычно верхний). Это самый простой метод, но он создает наиболее сильные градиенты плотности, что подходит только для тонких, простых деталей.
- Двустороннее прессование: И верхний, и нижний пуансоны движутся к центру. Это сжимает порошок с обоих концов, значительно уменьшая градиент плотности и позволяя производить более высокие или более сложные детали.
Одноосное против Изостатического прессования: Ключевое различие
Крайне важно отличать одноосное прессование от изостатического прессования. При изостатическом прессовании давление равномерно прикладывается со всех сторон через жидкую среду. Это устраняет трение о стенку матрицы и производит сырую заготовку с чрезвычайно однородной плотностью, но этот процесс значительно медленнее и дороже, чем одноосное прессование.
Принятие правильного решения для вашей цели
Выбор и контроль давления одноосного прессования — это баланс между достижением достаточной плотности и избеганием дефектов. Ваши производственные цели определят ваш подход.
- Если ваша основная цель — крупносерийное производство простых, тонких деталей: Одностороннее одноосное прессование является наиболее экономичным методом, но давление должно быть тщательно оптимизировано для предотвращения раскалывания верхней части.
- Если ваша основная цель — однородная плотность для высокопроизводительных деталей: Внутренние градиенты плотности одноосного прессования являются серьезным недостатком; рассмотрите в качестве альтернативы Холодное изостатическое прессование (ХИП).
- Если ваша основная цель — производство более высоких деталей (например, втулок или шестерен): Двустороннее одноосное прессование необходимо для минимизации колебаний плотности между верхней, средней и нижней частями компонента.
Освоение одноосного прессования заключается не столько в максимизации силы, сколько в контроле распределения давления по всей детали.
Сводная таблица:
| Аспект | Ключевой вывод |
|---|---|
| Определение | Сила, приложенная вдоль одной оси для уплотнения порошка в твердую форму (сырую заготовку). |
| Основная проблема | Внутренние градиенты плотности из-за трения о стенку матрицы, приводящие к неравномерной плотности детали. |
| Контроль давления | Баланс между более высокой плотностью сырой заготовки и риском дефектов, таких как расслоение и раскалывание верхней части. |
| Типы прессов | Одностороннее (для тонких деталей) против двустороннего (для более высоких деталей) для уменьшения колебаний плотности. |
Сталкиваетесь с градиентами плотности или дефектами деталей в процессе уплотнения порошка? KINTEK специализируется на лабораторном оборудовании и расходных материалах, предлагая решения для точного контроля давления в порошковой металлургии и производстве керамики. Наш опыт помогает оптимизировать одноосное прессование для получения более прочных и надежных деталей. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем повысить эффективность вашего производства и качество продукции.
Визуальное руководство
Связанные товары
- пресс таблеток KBR 2т
- Автоматический лабораторный гидравлический пресс для таблеток XRF и KBR
- Цилиндрическая пресс-форма с шкалой для лаборатории
- Круглая двунаправленная пресс-форма для лаборатории
- Лабораторный гидравлический пресс для таблеток для применений XRF KBR FTIR
Люди также спрашивают
- Какие методы измерения обычно используются для порошковых образцов в инфракрасной спектроскопии? Оптимизируйте ваш ИК-Фурье анализ
- Почему KBr используется в ИК-спектрофотометрии? Ключ к анализу прозрачных образцов
- Как сделать таблетки KBr? Освойте искусство создания прозрачных дисков для ИК-Фурье спектроскопии для точного анализа
- Почему KBr используется для изготовления таблеток? Достижение высококачественного ИК-Фурье анализа твердых образцов
- Как приготовить таблетку KBr для ИК-Фурье спектроскопии? Освойте искусство создания прозрачных ИК-окон















