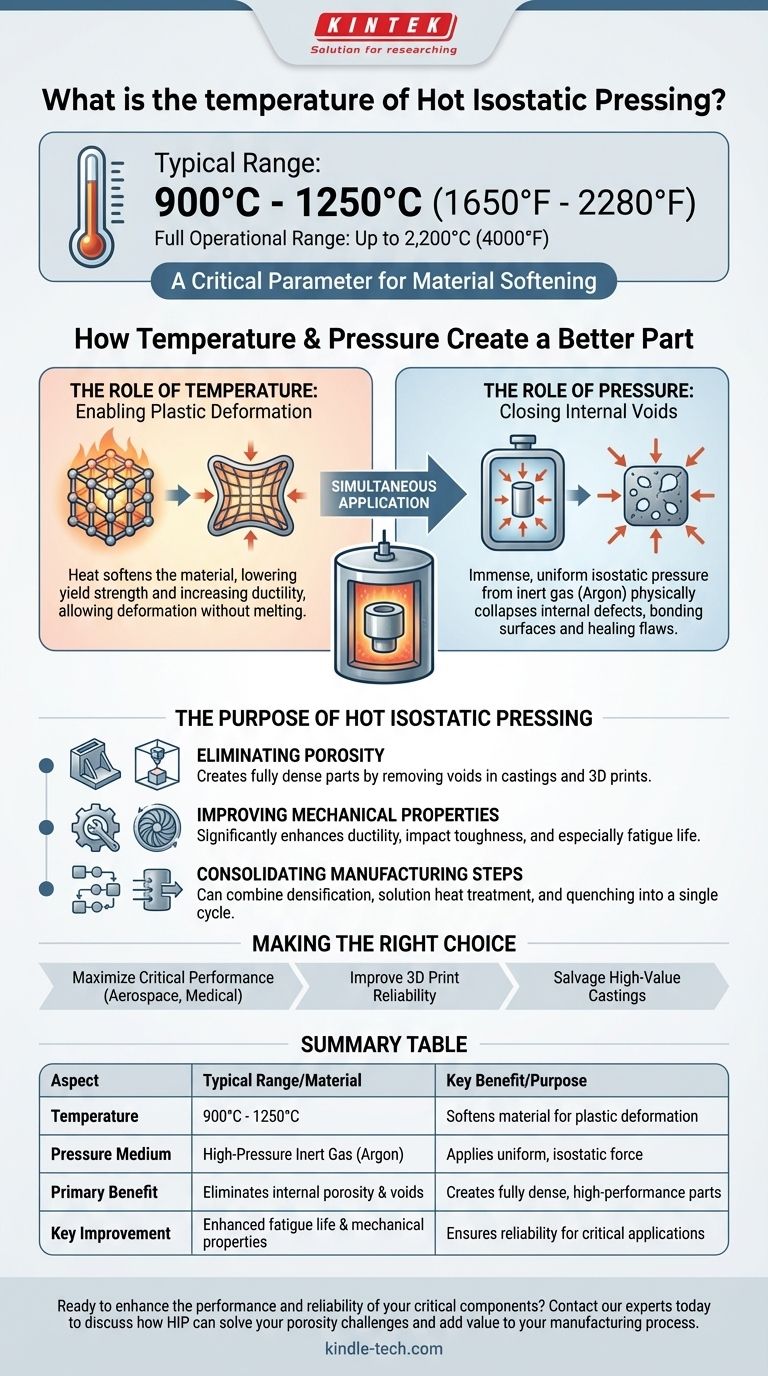
Температура горячего изостатического прессования (ГИП) обычно колеблется от 900°C до 1250°C (от 1650°F до 2280°F) для большинства металлов и сплавов, но полный рабочий диапазон значительно шире. В зависимости от конкретного обрабатываемого материала, температуры могут быть как всего несколько сотен градусов Цельсия, так и до 2200°C (4000°F). Точная температура является критическим параметром, определяемым свойствами материала и желаемым результатом.
Хотя вопрос касается температуры, основной принцип ГИП заключается в точном и одновременном применении высокой температуры и равномерного, изостатического давления. Тепло размягчает материал, в то время как давление обеспечивает силу для устранения внутренних дефектов, создавая полностью плотный и структурно прочный компонент.

Как температура и давление создают лучшую деталь
Горячее изостатическое прессование — это не просто термическая обработка. Это термомеханический процесс, который фундаментально изменяет внутреннюю структуру материала, устраняя дефекты на микроскопическом уровне.
Роль температуры: обеспечение пластической деформации
Основная функция тепла в процессе ГИП заключается в снижении предела текучести материала и увеличении его пластичности.
По мере нагревания материал становится мягким и более пластичным, что позволяет ему деформироваться и течь под давлением без плавления. Эта пластичность позволяет закрывать внутренние пустоты и поры.
Роль давления: закрытие внутренних пустот
Пока материал находится в размягченном состоянии, инертный газ высокого давления — почти всегда аргон — подается равномерно со всех сторон. Это то, что означает "изостатический".
Это огромное, равномерное давление физически схлопывает внутренние дефекты, такие как газовая пористость, усадочные пустоты и микроскопические зазоры между частицами порошка или слоями, напечатанными на 3D-принтере. Затем контактные поверхности металлургически связываются, навсегда устраняя дефект.
Цикл процесса: контролируемая среда
Весь цикл ГИП тщательно контролируется внутри специализированного автоклава. Детали загружаются, автоклав герметизируется, и вводится инертный газ.
Затем система одновременно повышает температуру и давление до заданных значений, выдерживает их в течение определенного времени для обеспечения полной денсификации, и, наконец, выполняет контролируемое охлаждение и сброс давления.
Цель горячего изостатического прессования
Инженеры и производители используют ГИП не только для устранения проблем, но и для достижения таких свойств материала, которые иначе недостижимы. Это шаг, повышающий ценность для критически важных применений.
Устранение пористости в отливках и изделиях, напечатанных на 3D-принтере
Для компонентов, изготовленных методом литья или аддитивного производства (3D-печати), пористость является неотъемлемым риском. Эти микроскопические пустоты действуют как концентраторы напряжений и места зарождения трещин.
ГИП эффективно устраняет эту пористость, создавая полностью плотную деталь с однородной микроструктурой. Это значительно повышает надежность и производительность.
Улучшение механических свойств
Удаляя внутренние дефекты, ГИП значительно улучшает механические свойства детали.
Это включает улучшенную пластичность, ударную вязкость и, особенно, усталостную долговечность. Для компонентов, подвергающихся циклическим нагрузкам, таких как турбинный диск авиационного двигателя, это улучшение не просто полезно — оно необходимо для безопасности.
Консолидация производственных этапов
Современные системы ГИП могут объединять несколько процессов в один цикл.
Деталь может быть уплотнена, подвергнута термической обработке на раствор и быстро охлаждена (закалена) — все это внутри автоклава ГИП. Эта консолидация значительно экономит время, энергию и трудозатраты, снижая общие производственные затраты.
Понимание компромиссов
Хотя ГИП является мощным, это специализированный процесс с особыми соображениями. Это не универсальное решение для всех производственных задач.
Высокая стоимость и сложность
Системы ГИП представляют собой значительные капиталовложения. Это сложные машины, требующие специализированной инфраструктуры, обученных операторов и строгих протоколов безопасности, что делает процесс более дорогим, чем стандартные термические обработки.
Время процесса и пропускная способность
Полный цикл ГИП, включая нагрев, выдержку и охлаждение, может занимать несколько часов. Это делает его периодическим процессом с более низкой пропускной способностью по сравнению с непрерывными методами производства.
Геометрия и подготовка детали
Деталь должна физически помещаться внутри автоклава. Кроме того, любые внутренние полости, открытые на поверхность, должны быть герметизированы перед обработкой. В противном случае газ высокого давления попадет в полость, препятствуя схлопыванию внутренних пустот.
Правильный выбор для вашей цели
Решение об использовании ГИП полностью зависит от требований к производительности и ценности вашего компонента.
- Если ваша основная цель — максимизировать производительность критически важных компонентов: ГИП является важным шагом для высоконагруженных применений в аэрокосмической отрасли, энергетике и медицинских имплантатах, где отказ материала недопустим.
- Если ваша основная цель — повысить надежность металлических деталей, напечатанных на 3D-принтере: ГИП считается лучшей практикой, если не стандартным, этапом постобработки для обеспечения того, чтобы детали достигали плотности и усталостной прочности кованых материалов.
- Если ваша основная цель — спасение дорогостоящих отливок с внутренними дефектами: ГИП является высокоэффективным методом для закрытия усадочной пористости и устранения внутренних дефектов, позволяя восстанавливать сложные детали, которые в противном случае были бы списаны.
В конечном итоге, понимание взаимосвязи температуры и давления позволяет вам использовать ГИП не только как инструмент ремонта, но и как стратегический процесс для достижения превосходных свойств материала.
Сводная таблица:
| Аспект | Типичный диапазон | Ключевой материал | Назначение |
|---|---|---|---|
| Температура | 900°C - 1250°C (1650°F - 2280°F) | Металлы и сплавы | Размягчает материал для пластической деформации |
| Среда давления | Инертный газ высокого давления (аргон) | - | Применяет равномерную, изостатическую силу |
| Основное преимущество | Устраняет внутреннюю пористость и пустоты | Отливки, 3D-печать | Создает полностью плотные, высокопроизводительные детали |
| Ключевое улучшение | Повышенная усталостная долговечность и механические свойства | Аэрокосмическая отрасль, медицина | Обеспечивает надежность для критически важных применений |
Готовы повысить производительность и надежность ваших критически важных компонентов?
KINTEK специализируется на передовых решениях для термической обработки, включая системы и услуги горячего изостатического прессования (ГИП). Наш опыт в лабораторном оборудовании и расходных материалах помогает вам достичь превосходной плотности материала, устранить дефекты в отливках и деталях, напечатанных на 3D-принтере, и значительно улучшить усталостную долговечность и механические свойства для требовательных применений в аэрокосмической отрасли, медицине и энергетике.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как ГИП может решить ваши проблемы с пористостью и повысить ценность вашего производственного процесса.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Каков принцип горячего изостатического прессования? Достижение 100% плотности и превосходных характеристик
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Какова продолжительность горячего изостатического прессования? Раскрываем переменные, влияющие на время цикла

















