Источником электронно-лучевой сварки является источник питания постоянного тока (DC) высокого напряжения. Этот специализированный источник питания отвечает за создание значительной разности электрических потенциалов между катодом (излучателем электронов) и анодом (ускорителем), что является фундаментальным первым шагом в создании высокоэнергетического пучка электронов для сварки.
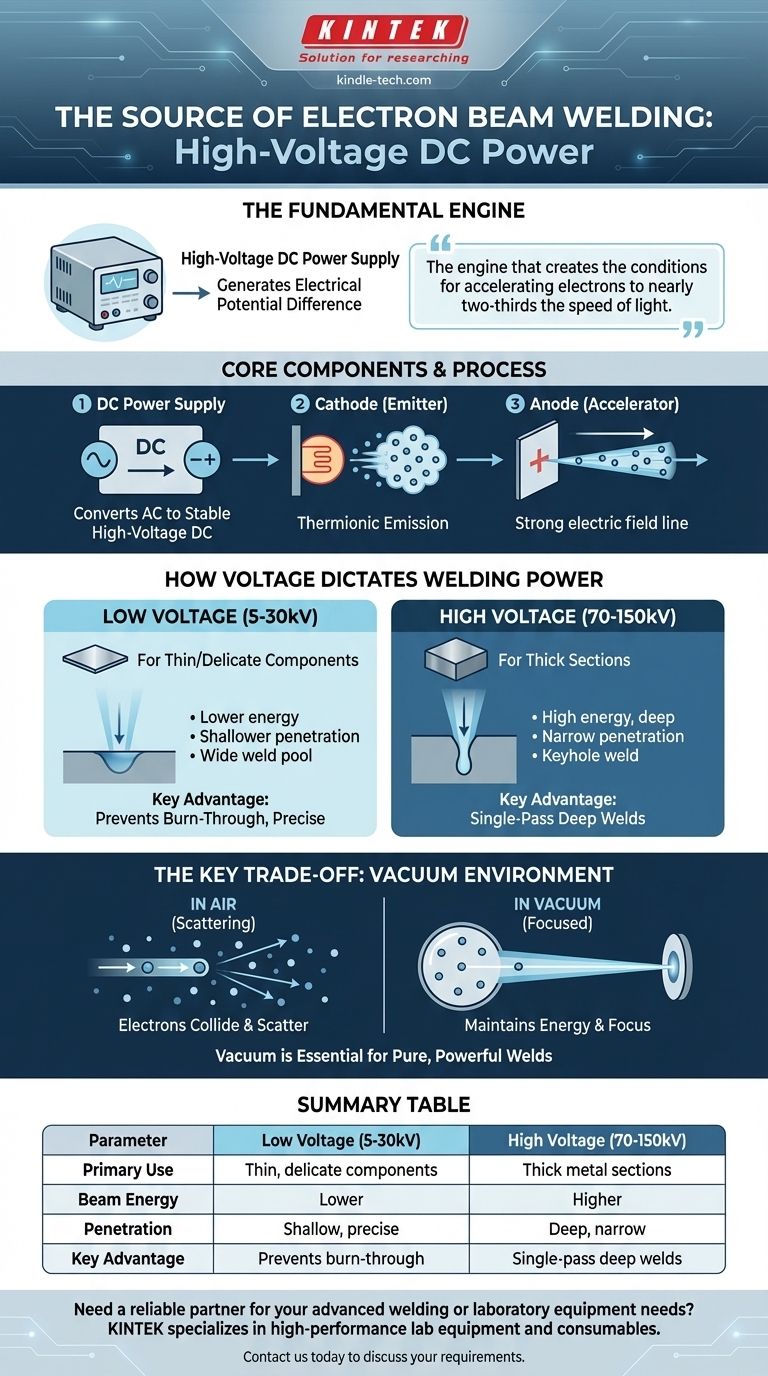
Источник питания — это не просто источник электричества; это двигатель, который создает условия для ускорения электронов почти до двух третей скорости света, превращая их в мощный инструмент для соединения материалов.
Основные компоненты силовой системы
Чтобы понять источник, необходимо понять систему, которой он управляет. Источник питания постоянного тока является сердцем системы, предназначенной для генерации, ускорения и фокусировки электронного луча.
Источник питания постоянного тока высокого напряжения
Это устройство преобразует стандартный переменный ток (AC) из сети в стабильный постоянный ток (DC) высокого напряжения, необходимый для процесса. Его основная функция — создание сильного и стабильного электрического поля.
Катод (Излучатель)
Отрицательный полюс источника питания подключен к нити накала, обычно изготовленной из вольфрама, которая действует как катод. Источник питания нагревает эту нить, заставляя ее высвобождать облако свободных электронов в процессе, называемом термоэлектронной эмиссией.
Анод (Ускоритель)
Положительный полюс источника питания создает сильный положительный заряд на аноде. Это создает огромную разность напряжений между отрицательным катодом и положительным анодом, что яростно ускоряет облако свободных электронов к аноду, формируя когерентный луч.
Как напряжение определяет мощность сварки
Уровень напряжения, генерируемого источником питания, напрямую контролирует кинетическую энергию электронов в луче. Эта энергия определяет глубину проплавления и сварочные возможности луча.
Низкое напряжение для тонких материалов
Для сварки тонких или деликатных деталей источники питания обычно работают в диапазоне от 5 кВ до 30 кВ. Более низкое напряжение придает электронам меньшую скорость, что приводит к образованию луча с меньшей энергией и меньшей глубиной проплавления, что предотвращает прожигание материала.
Высокое напряжение для толстых материалов
Для сварки толстых металлических секций источники питания должны генерировать гораздо более высокое напряжение, обычно от 70 кВ до 150 кВ. Это экстремальное напряжение ускоряет электроны до очень высоких скоростей, создавая высокоэнергетический луч, способный производить глубокие, узкие и высококачественные сварные швы.
Понимание ключевого компромисса: мощность против окружающей среды
Использование электронного луча высокого напряжения вводит фундаментальное операционное требование, которое определяет весь процесс.
Необходимость вакуума
Электронный луч может сохранять свою энергию и фокусировку только в вакууме. Если выстрелить им в открытом воздухе, электроны немедленно столкнутся с молекулами воздуха, рассеивая свою энергию и делая сварку невозможной.
Следовательно, весь процесс должен проводиться внутри вакуумной камеры. Хотя это позволяет получать исключительно чистые и мощные сварные швы, это добавляет значительную сложность, стоимость и время цикла к работе по сравнению с другими методами сварки.
Согласование источника с применением
Выбор напряжения источника питания полностью зависит от материала и конструкции соединения.
- Если ваша основная цель — сварка тонких, деликатных компонентов: Система с низким напряжением (5–30 кВ) обеспечивает необходимую точность и контролируемое проплавление.
- Если ваша основная цель — соединение толстых металлических секций для конструкционных применений: Требуется система высокого напряжения (70–150 кВ) для генерации высокоэнергетического луча, необходимого для глубоких однопроходных сварных швов.
Понимание источника питания является ключом к освоению уникальных возможностей процесса электронно-лучевой сварки.
Сводная таблица:
| Параметр | Низкое напряжение (5–30 кВ) | Высокое напряжение (70–150 кВ) |
|---|---|---|
| Основное применение | Тонкие, деликатные компоненты | Толстые металлические секции |
| Энергия луча | Ниже | Выше |
| Проплавление | Неглубокое, точное | Глубокое, узкое |
| Ключевое преимущество | Предотвращает прожигание | Однопроходные глубокие швы |
Нужен надежный партнер для вашего передового сварочного или лабораторного оборудования? KINTEK специализируется на высокопроизводительном лабораторном оборудовании и расходных материалах, обслуживая отрасли, требующие точности и надежности. Независимо от того, работаете ли вы с передовыми материалами или нуждаетесь в надежных решениях для ваших исследований и разработок или производства, наш опыт поможет вам достичь превосходных результатов. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем поддержать ваши конкретные требования!
Визуальное руководство
Связанные товары
- Высокочистый графитовый тигель для электронно-лучевого испарения
- Тигли для электронно-лучевого испарения, тигли для электронных пушек для испарения
- Тигли из вольфрама и молибдена для нанесения покрытий методом электронно-лучевого испарения для высокотемпературных применений
- Тигель из бескислородной меди для нанесения покрытий методом электронно-лучевого испарения и испарительная лодочка
- Напыление методом электронно-лучевого испарения Золотое покрытие Вольфрамовый молибденовый тигель для испарения
Люди также спрашивают
- Почему для композитов Хромель-TaC требуется графитовый тигель высокой чистоты? Обеспечение пиковой чистоты при 1400°C
- Каковы преимущества использования графитовых тиглей в экспериментах при температуре 3000°C? Достижение превосходной чистоты и производительности
- Почему тигель из высокочистого графита идеален для легированного графена при 1500 °C? Максимальная чистота и стабильность
- Почему тигли из высокочистого графита предпочтительнее тиглей из стандартного оксида для высокотемпературной термообработки твердых электролитов сульфидов?
- Как называется контейнер, в котором находится металлический исходный материал при электронно-лучевом испарении? Обеспечьте чистоту и качество при осаждении тонких пленок





