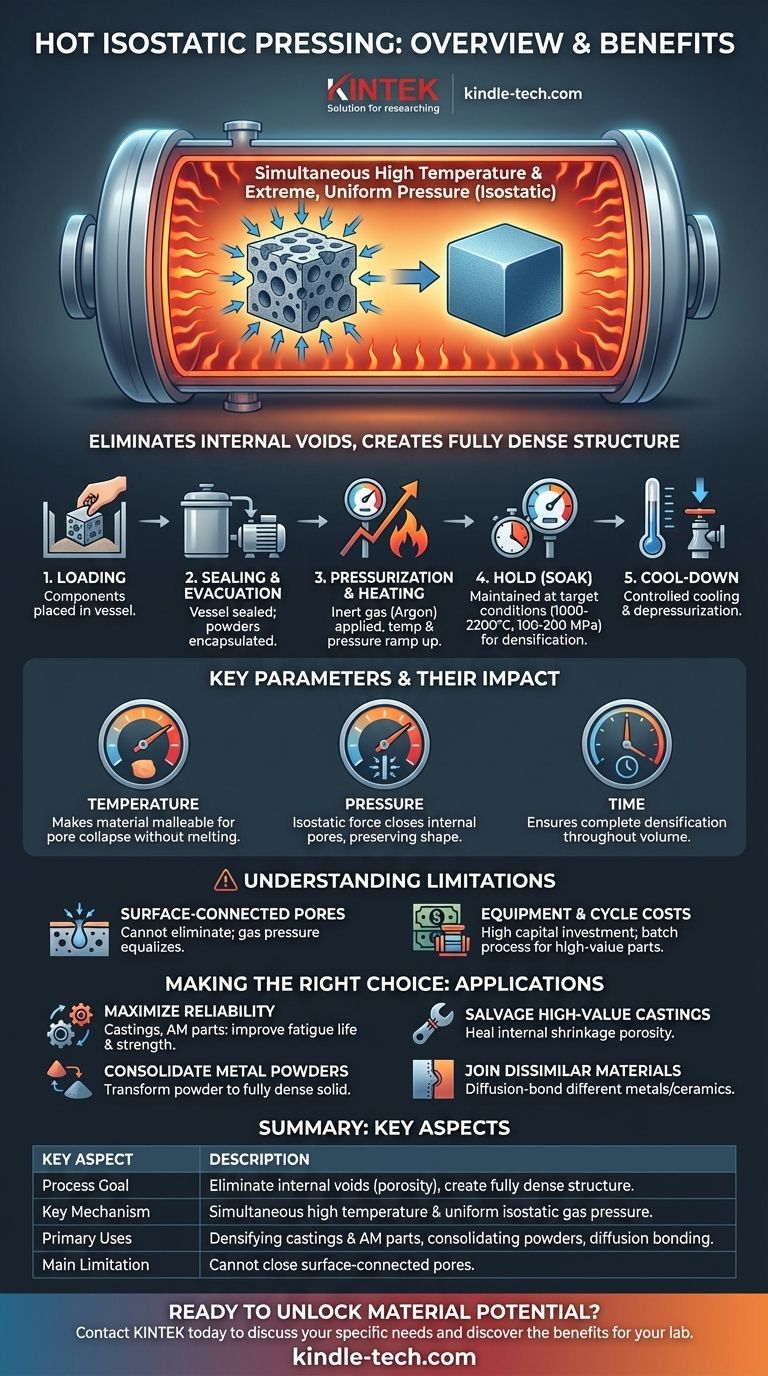
По сути, горячее изостатическое прессование (ГИП) — это производственный процесс, при котором компоненты подвергаются воздействию как высокой температуры, так и экстремального, равномерного давления. Применение инертного газа, такого как аргон, при повышенных температурах внутри герметичной камеры фундаментально улучшает свойства материала за счет устранения внутренних пустот и создания полностью плотной структуры.
Основная ценность горячего изостатического прессования заключается в его способности использовать равномерное газовое давление для схлопывания и устранения внутренних дефектов — таких как поры в отливках или пустоты между частицами порошка — без искажения внешней формы компонента. Это приводит к получению материалов с превосходной прочностью, пластичностью и усталостной стойкостью.

Как работает горячее изостатическое прессование: основной механизм
Горячее изостатическое прессование сочетает в себе три ключевых элемента — температуру, давление и инертную атмосферу — для достижения уплотнения или склеивания.
Основной принцип
Процесс работает за счет нагрева материала до точки, когда он становится мягким и податливым, но, как правило, ниже его температуры плавления. Одновременно прикладывается огромное давление, обеспечивающее силу, необходимую для схлопывания любой внутренней пористости.
Роль инертного газа
В качестве среды для передачи давления используется инертный газ, чаще всего аргон. Он выбирается потому, что он не вступает в химическую реакцию с обрабатываемым материалом даже при экстремальных температурах. Этот газ заполняет камеру и оказывает равномерное, или изостатическое, давление на каждую поверхность детали.
Процесс шаг за шагом
Типичный цикл ГИП точно контролируется компьютерами и следует четкой последовательности:
- Загрузка: Компоненты помещаются внутрь нагревательной камеры установки ГИП.
- Герметизация и вакуумирование: Установка герметизируется. Для обработки порошков они сначала помещаются в герметичный контейнер под вакуумом.
- Создание давления и нагрев: Камера заполняется инертным газом до начального давления, и печь начинает нагрев. Температура и давление повышаются в соответствии с заранее запрограммированным циклом.
- Выдержка (прогрев): Компонент выдерживается при целевой температуре (1000–2200°C) и давлении (100–200 МПа) в течение заданного времени для обеспечения полного уплотнения.
- Охлаждение: Система проходит контролируемую фазу охлаждения и сброса давления, чтобы гарантировать безопасность деталей при извлечении.
Ключевые параметры и их влияние
Эффективность процесса ГИП зависит от точного контроля его основных переменных, которые настраиваются в соответствии с конкретным материалом и желаемым результатом.
Температура
Температура выбирается таким образом, чтобы материал стал достаточно мягким для возникновения пластической деформации. Это позволяет внутренним пустотам схлопнуться под давлением без плавления компонента.
Давление
Высокое изостатическое давление обеспечивает движущую силу для уплотнения. Поскольку давление прикладывается одинаково со всех сторон, оно закрывает внутренние поры, не изменяя общую форму или размеры детали.
Время
Продолжительность цикла, особенно время выдержки при пиковой температуре и давлении, гарантирует, что процесс уплотнения завершится по всему объему материала, обеспечивая надежные и воспроизводимые результаты.
Понимание компромиссов и ограничений
Несмотря на свою мощь, ГИП не является универсальным решением. Понимание его ограничений имеет решающее значение для его успешного применения.
Невозможность закрытия пор, соединенных с поверхностью
ГИП может устранить только внутренние, изолированные пустоты. Если пора соединена с поверхностью компонента, газ под высоким давлением просто заполнит пору, выровняв давление и не дав ей схлопнуться. Именно поэтому порошки должны быть инкапсулированы в герметичный контейнер перед обработкой.
Стоимость оборудования и циклов
Системы ГИП являются высокоспециализированными и представляют собой значительные капиталовложения. Процесс является периодическим, а не непрерывным, что может увеличить стоимость на деталь. Поэтому он чаще всего используется для дорогостоящих компонентов, где максимальная производительность не подлежит обсуждению.
Не является корректирующим процессом для формы
Хотя ГИП отлично сохраняет форму компонента, близкую к конечной, оно не может исправить значительные геометрические ошибки. Детали должны уже быть изготовлены в соответствии с их предполагаемой формой и размерами до прохождения цикла ГИП.
Сделайте правильный выбор для вашей цели
Рассмотрите горячее изостатическое прессование, если ваши требования к производительности материала оправдывают инвестиции.
- Если ваша основная цель — максимизировать надежность критически важных компонентов: Используйте ГИП для устранения внутренних дефектов в литых или аддитивно изготовленных деталях, что значительно повышает усталостную долговечность и ударную вязкость.
- Если ваша основная цель — спасение дорогостоящих отливок: Применяйте ГИП для устранения внутренних усадочных пор, повышая целостность материала деталей, которые в противном случае были бы забракованы.
- Если ваша основная цель — производство плотных деталей из металлических порошков: Используйте ГИП в качестве этапа консолидации для превращения металлических порошков в полностью плотное твердое тело с механическими свойствами, сравнимыми с материалами, полученными прокаткой.
- Если ваша основная цель — соединение разнородных материалов: Используйте ГИП для диффузионной сварки различных металлов или керамики, создавая прочное, безвоздушное металлургическое соединение, которое трудно достичь другими методами.
В конечном счете, горячее изостатическое прессование предоставляет мощный инструмент для достижения уровня целостности материала и производительности, который часто недостижим другими производственными методами.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Цель процесса | Устранение внутренних пустот (пористости) для создания полностью плотной структуры материала. |
| Ключевой механизм | Одновременное применение высокой температуры и равномерного, изостатического газового давления. |
| Основное применение | Уплотнение отливок и деталей, изготовленных аддитивным способом, консолидация металлических порошков, диффузионная сварка. |
| Основное ограничение | Невозможность закрыть поры, соединенные с поверхностью компонента. |
Готовы раскрыть весь потенциал ваших материалов?
Горячее изостатическое прессование (ГИП) может преобразить ваши дорогостоящие компоненты — от отливок до деталей, напечатанных на 3D-принтере, — обеспечивая беспрецедентную плотность, прочность и усталостную стойкость. KINTEK специализируется на современном лабораторном оборудовании и расходных материалах, предлагая решения для лабораторий, стремящихся повысить производительность и надежность материалов.
Позвольте нашим экспертам помочь вам определить, является ли ГИП правильным процессом для вашего применения. Свяжитесь с KINTEL сегодня, чтобы обсудить ваши конкретные потребности и узнать о преимуществах для вашей лаборатории.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Какова продолжительность горячего изостатического прессования? Раскрываем переменные, влияющие на время цикла
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов

















