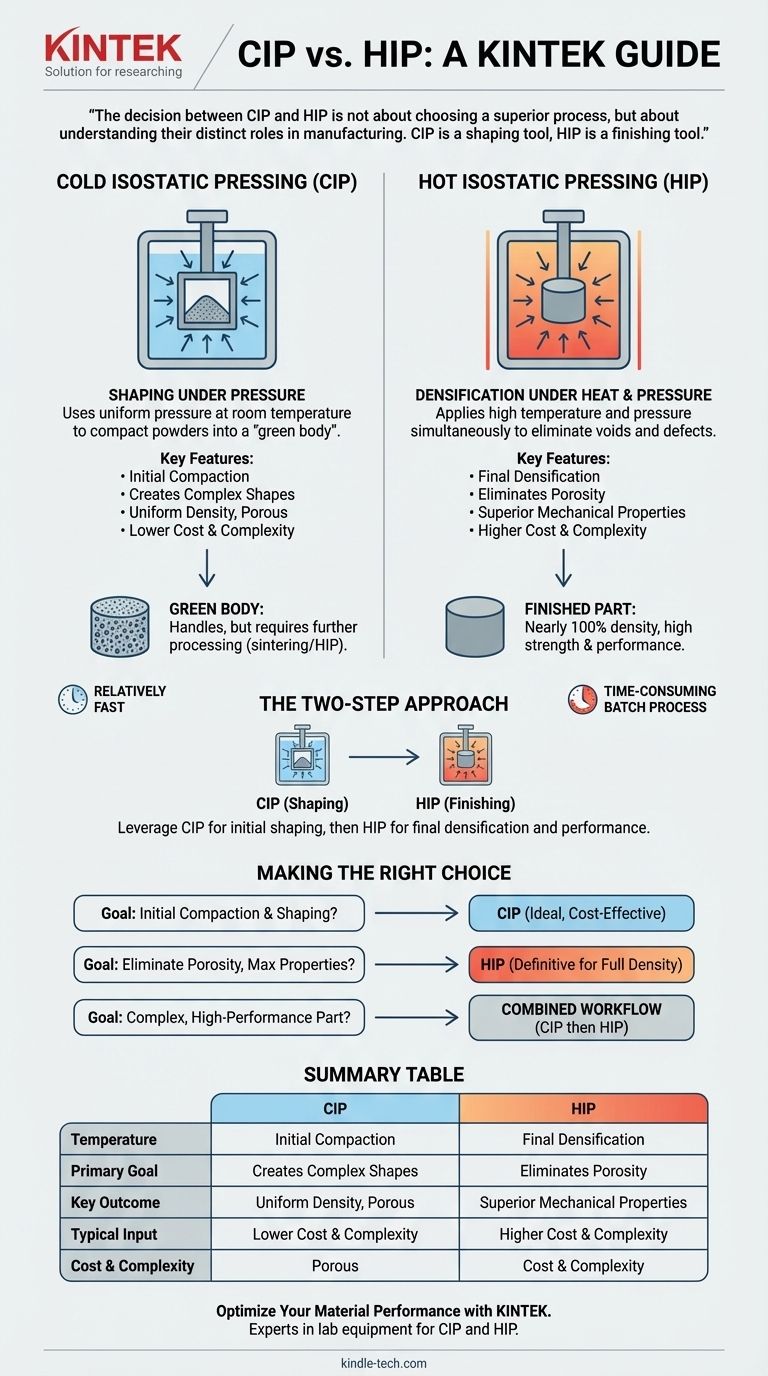
По своей сути, разница между холодным изостатическим прессованием (CIP) и горячим изостатическим прессованием (HIP) сводится к одной критической переменной: теплу. CIP использует только высокое, равномерное давление при комнатной температуре для уплотнения порошков в твердую форму. В отличие от этого, HIP одновременно применяет как высокое давление, так и высокую температуру для создания полностью плотных материалов с превосходными механическими свойствами.
Решение между CIP и HIP — это не выбор лучшего процесса, а понимание их различных ролей в производстве. CIP — это инструмент для формования для начального уплотнения, в то время как HIP — это инструмент для окончательной обработки для достижения максимальной плотности и производительности.

Фундаментальное различие в процессе: добавление тепла
Названия «холодное» и «горячее» изостатическое прессование вполне буквальны. Добавление тепловой энергии в процессе HIP полностью меняет его назначение и результат по сравнению с холодным уплотнением CIP.
Холодное изостатическое прессование (CIP): Формование под давлением
CIP включает помещение порошка в гибкую форму, которая затем погружается в жидкую среду. Эта жидкость находится под давлением, оказывая равномерное давление со всех сторон на форму.
Основная цель CIP — уплотнить порошок в равномерно плотный, твердый объект, известный как «сырое тело». Эта деталь обладает достаточной прочностью для обработки, но все еще пористая и требует последующей термической обработки, такой как спекание или HIP, для достижения своих окончательных свойств.
Горячее изостатическое прессование (HIP): Уплотнение под воздействием тепла и давления
HIP берет компонент — который может быть металлическим отливком, деталью, напечатанной на 3D-принтере, или «сырым телом» из CIP — и помещает его внутрь сосуда высокого давления. Сосуд заполняется инертным газом (обычно аргоном) и нагревается до экстремальных температур.
Сочетание высокой температуры и равномерного давления газа заставляет внутренние пустоты и пористость материала схлопываться и металлургически связываться. Основная цель HIP — не формовать деталь, а устранять внутренние дефекты и достигать почти 100% плотности.
Сравнение результатов и применений
Хотя оба процесса используют изостатическое (равномерное, всенаправленное) давление, их применение и результирующие характеристики материала сильно различаются.
Свойства материала и производительность
Детали, произведенные методом CIP, не являются готовыми изделиями. Они пористые, хрупкие и обладают низкой механической прочностью. Их ценность заключается в их равномерной плотности, которая предотвращает деформацию во время последующего спекания или этапа уплотнения.
HIP производит материалы со значительно улучшенными свойствами. Устраняя внутреннюю пористость, HIP значительно повышает однородность, пластичность, усталостную прочность и общую механическую прочность, что делает его незаменимым для высокопроизводительных и критически важных компонентов.
Геометрическая сложность
CIP — отличный метод для создания первоначальной, сложной формы из порошкового источника. Гибкая форма позволяет формировать сложные геометрии в «сыром» состоянии.
HIP используется для уплотнения деталей, которые уже имеют свою почти окончательную форму, включая детали со сложной геометрией. Это завершающий этап для критически важных компонентов, где внутренние дефекты недопустимы, независимо от их сложности. Часто деталь сначала формируется методом, таким как CIP или аддитивное производство, а затем уплотняется с использованием HIP.
Понимание компромиссов
Выбор процесса требует четкого понимания затрат, преимуществ и ограничений каждого метода.
Стоимость и сложность процесса
CIP — относительно быстрый и экономически эффективный процесс. Оборудование работает при комнатной температуре, что делает его проще и менее энергоемким.
HIP — значительно более дорогой и трудоемкий пакетный процесс. Необходимость безопасного управления экстремальными температурами и высоким давлением газа требует специализированного, капиталоемкого оборудования и более длительных циклов.
Двухэтапный подход
Распространено совместное использование этих процессов. Производитель может использовать CIP для экономичного формирования сложной детали из порошка, а затем использовать более дорогой процесс HIP в качестве заключительного этапа для достижения необходимой плотности и производительности для критически важного применения.
Этот комбинированный подход использует сильные стороны каждого метода: CIP для формования и HIP для окончательного улучшения свойств.
Правильный выбор для вашей цели
Ваш выбор полностью зависит от того, чего вы хотите достичь в своем производственном процессе.
- Если ваша основная цель — создание однородного «сырого тела» из порошка для последующей обработки: CIP — идеальный, экономически эффективный выбор для начального уплотнения и формования.
- Если ваша основная цель — устранение внутренней пористости и максимизация механических свойств готовой детали: HIP — это окончательный процесс для достижения полной плотности и превосходной производительности.
- Если ваша основная цель — производство сложной, высокопроизводительной детали из порошкового источника: Используйте комбинированный рабочий процесс, начиная с CIP для формирования формы и заканчивая HIP для достижения окончательных спецификаций.
Понимая их различные роли, вы можете использовать CIP для формования и HIP для окончательной производительности, чтобы оптимизировать свой производственный процесс.
Сводная таблица:
| Характеристика | Холодное изостатическое прессование (CIP) | Горячее изостатическое прессование (HIP) |
|---|---|---|
| Температура | Комнатная температура | Высокая температура (до 2000°C+) |
| Основная цель | Формование порошка в «сырое тело» | Устранение пористости; достижение почти 100% плотности |
| Ключевой результат | Однородный, пористый компакт для дальнейшей обработки | Полностью плотная деталь с превосходными механическими свойствами |
| Типичный вход | Порошок | Отливки, детали, напечатанные на 3D-принтере, или «сырые тела» CIP |
| Стоимость и сложность | Более низкая стоимость, более простой процесс | Более высокая стоимость, сложный пакетный процесс |
Оптимизируйте производительность своих материалов с KINTEK
Выбор между CIP и HIP критически важен для достижения желаемой плотности, прочности и геометрии ваших компонентов. Независимо от того, нужна ли вам эффективное решение для формования или процесс окончательного уплотнения для критически важных деталей, KINTEK обладает опытом и оборудованием для поддержки целей вашей лаборатории.
Мы специализируемся на предоставлении высококачественного лабораторного оборудования и расходных материалов для всех ваших потребностей в обработке материалов. Позвольте нашим экспертам помочь вам выбрать правильный пресс для вашего применения.
Свяжитесь с KINTEK сегодня, чтобы обсудить, как наши решения для изостатического прессования могут улучшить ваш производственный процесс.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
Люди также спрашивают
- Как горячие изостатические прессы улучшают характеристики сухих электродов? Повышение проводимости ASSB с помощью тепла и давления
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей

















