Коротко говоря, подгонка пресс-формы — это тщательный, ручной процесс обеспечения почти идеальной точности сопряжения двух основных половин пресс-формы — пуансона и матрицы. Эта важнейшая процедура выполняется перед полномасштабным производственным испытанием для проверки способности пресс-формы создавать идеальное уплотнение, что необходимо для удержания расплавленного материала во время впрыска.
Основная цель подгонки пресс-формы состоит не только в том, чтобы проверить, подходят ли детали, но и в том, чтобы служить критическим шагом обеспечения качества. Она заблаговременно выявляет и устраняет потенциальные сбои в герметизации, чтобы предотвратить дорогостоящие дефекты деталей, такие как облой или неполное заполнение, до того, как пресс-форма поступит в производственную среду.

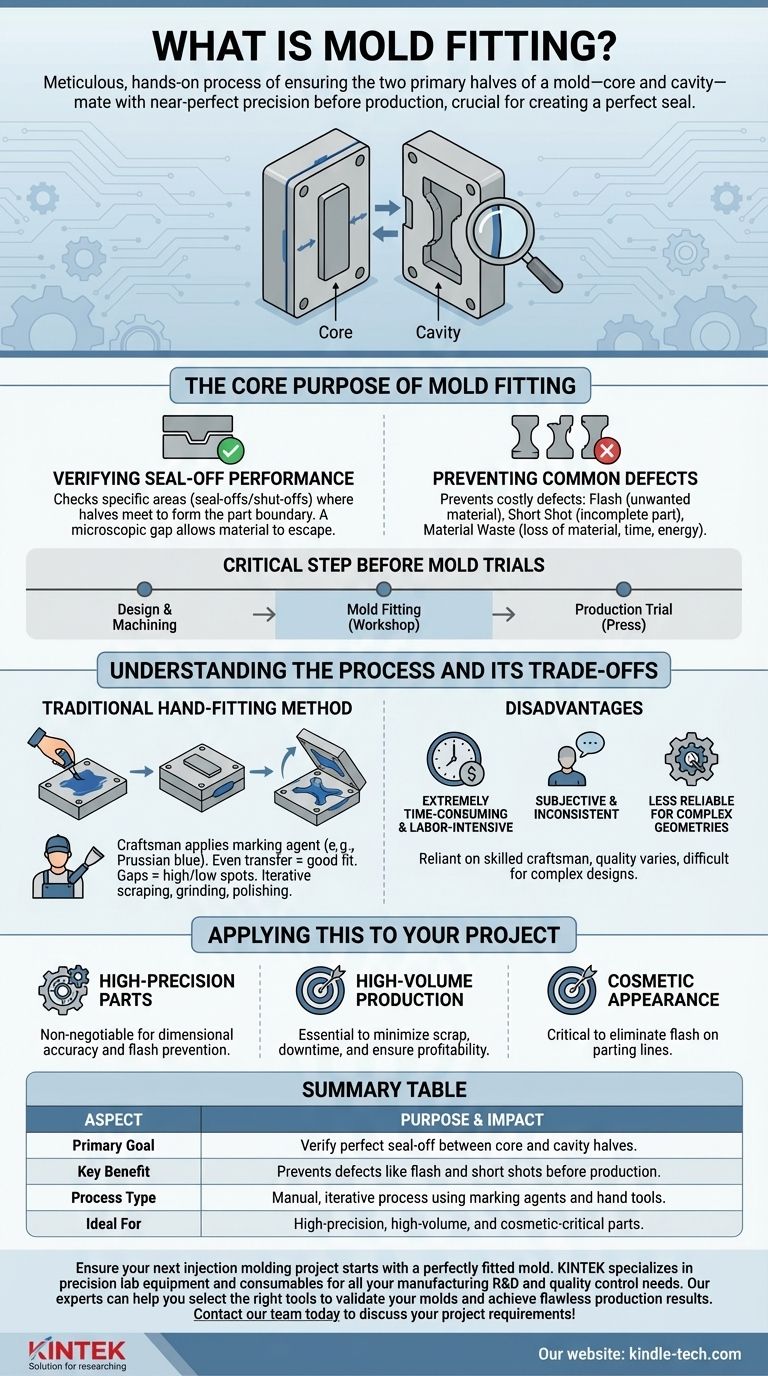
Основное назначение подгонки пресс-формы
Подгонка пресс-формы — это основополагающий этап в процессе изготовления инструмента. Она служит окончательной ручной проверкой того, что обработанный инструмент будет работать в соответствии с проектом под огромным давлением литья под давлением.
Проверка герметичности
Основная цель — проверить поверхности герметизации (также называемые "поверхностями разъема"). Это конкретные области, где пуансон и матрица встречаются, образуя границу детали.
Если эти поверхности не совпадают идеально, образуется зазор. Даже микроскопический зазор может позволить расплавленному пластику вытекать под высоким давлением.
Предотвращение распространенных дефектов литья
Плохая подгонка напрямую приводит к дорогостоящим и распространенным производственным дефектам.
Правильная подгонка помогает предотвратить:
- Облой: Тонкий, нежелательный материал, который выходит из полости детали через зазоры в уплотнении.
- Неполное заполнение: Неполная деталь, которая может возникнуть, если давление теряется из-за плохого уплотнения до полного заполнения полости.
- Потери материала: Облой и бракованные детали представляют собой прямую потерю сырья, времени и энергии.
Критический шаг перед испытаниями пресс-формы
Подгонка пресс-формы выполняется до установки пресс-формы в термопластавтомат для официального испытания.
Это позволяет инструментальщикам вносить тонкие корректировки в контролируемой цеховой среде, что намного дешевле и быстрее, чем обнаружение проблемы во время полномасштабного, зависящего от машины испытания.
Понимание процесса и его компромиссов
Традиционный метод подгонки пресс-формы основан на мастерстве опытного специалиста, но этот подход имеет свои ограничения.
Традиционный метод ручной подгонки
Процесс обычно выполняется вручную. Мастер наносит маркировочное средство (например, берлинскую лазурь) на одну половину пресс-формы.
Затем пресс-форма осторожно закрывается. При повторном открытии перенос красителя на другую половину выявляет высокие и низкие точки. Равномерный, последовательный перенос указывает на хорошую подгонку, в то время как пробелы в красителе показывают области, требующие корректировки.
Затем мастер тщательно соскабливает, шлифует или полирует высокие точки для достижения идеального уплотнения. Это очень итеративный и зависящий от навыков процесс.
Недостатки ручной подгонки
Хотя традиционный метод эффективен, он имеет несколько ключевых недостатков.
Он чрезвычайно трудоемкий и ресурсоемкий, полностью зависящий от наличия квалифицированного инструментальщика.
Процесс также субъективен. Качество подгонки может варьироваться у разных мастеров, что приводит к потенциальным несоответствиям.
Наконец, для пресс-форм со сложной геометрией достижение идеальной подгонки вручную становится экспоненциально сложнее и менее надежно. Современная высокоточная обработка уменьшила потребность в обширной ручной подгонке, но она часто остается окончательным, критическим этапом проверки.
Применение этого к вашему проекту
Понимание роли подгонки пресс-формы помогает вам оценить качество и готовность вашего производственного инструмента. Уровень требуемой тщательности полностью зависит от целей вашего проекта.
- Если ваша основная цель — высокоточные детали с жесткими допусками: Тщательный и хорошо документированный процесс подгонки пресс-формы является обязательным условием для предотвращения размерных неточностей и облоя.
- Если ваша основная цель — крупносерийное производство: Инвестирование времени в правильную подгонку пресс-формы на начальном этапе имеет важное значение для минимизации процента брака, сокращения времени простоя оборудования и обеспечения долгосрочной прибыльности.
- Если ваша основная цель — внешний вид: Тщательная подгонка критически важна для устранения облоя, который часто появляется на линиях разъема и является частой причиной косметического брака.
В конечном итоге, правильная подгонка пресс-формы является критическим звеном между хорошо спроектированным инструментом и безупречно изготовленной деталью.
Сводная таблица:
| Аспект | Назначение и влияние |
|---|---|
| Основная цель | Проверка идеального уплотнения между половинами пуансона и матрицы. |
| Ключевое преимущество | Предотвращает дефекты, такие как облой и неполное заполнение, до начала производства. |
| Тип процесса | Ручной, итеративный процесс с использованием маркировочных средств и ручных инструментов. |
| Идеально подходит для | Высокоточных, крупносерийных и критичных по внешнему виду деталей. |
Убедитесь, что ваш следующий проект литья под давлением начинается с идеально подогнанной пресс-формы. KINTEK специализируется на прецизионном лабораторном оборудовании и расходных материалах для всех ваших потребностей в исследованиях и разработках и контроле качества производства. Наши эксперты помогут вам выбрать правильные инструменты для проверки ваших пресс-форм и достижения безупречных результатов производства. Свяжитесь с нашей командой сегодня, чтобы обсудить ваши требования к проекту!
Визуальное руководство
Связанные товары
- Пресс-формы для изостатического прессования для лаборатории
- Трехмерный электромагнитный просеивающий прибор
- Высокопроизводительный лабораторный гомогенизатор для фармацевтики, косметики и пищевых исследований и разработок
- Лабораторная внутренняя резиносмесительная машина для смешивания и замешивания
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
Люди также спрашивают
- Каковы две структуры плесени? Понимание гиф и мицелия
- Что такое пресс-форма в производстве? Откройте для себя массовое производство с помощью прецизионной оснастки
- Какие существуют типы пресс-форм? Руководство по выбору правильного процесса для вашего продукта
- Для чего используются пресс-формы? Обеспечение массового производства прецизионных деталей
- Каковы факторы, влияющие на литье? Освойте 4 ключа к идеальным пластиковым деталям








