Проще говоря, горячее изостатическое прессование (ГИП) — это передовой производственный процесс, используемый в порошковой металлургии, который одновременно применяет высокую температуру и высоконапорный газ со всех сторон к компоненту. Эта комбинация нагревает металлический порошок до температуры чуть ниже точки его плавления, делая его податливым, в то время как равномерное, всеобъемлющее давление выдавливает и устраняет любые внутренние пустоты или пористость. В результате получается полностью плотная деталь с превосходной прочностью и очень однородной внутренней структурой.
Основная цель горячего изостатического прессования состоит не просто в придании формы детали, а в достижении почти идеальной плотности материала. Это этап постобработки или консолидации, который превращает пористый компонент из металлического порошка в твердый, высокопроизводительный материал, свободный от внутренних дефектов, которые ограничивают другие методы.
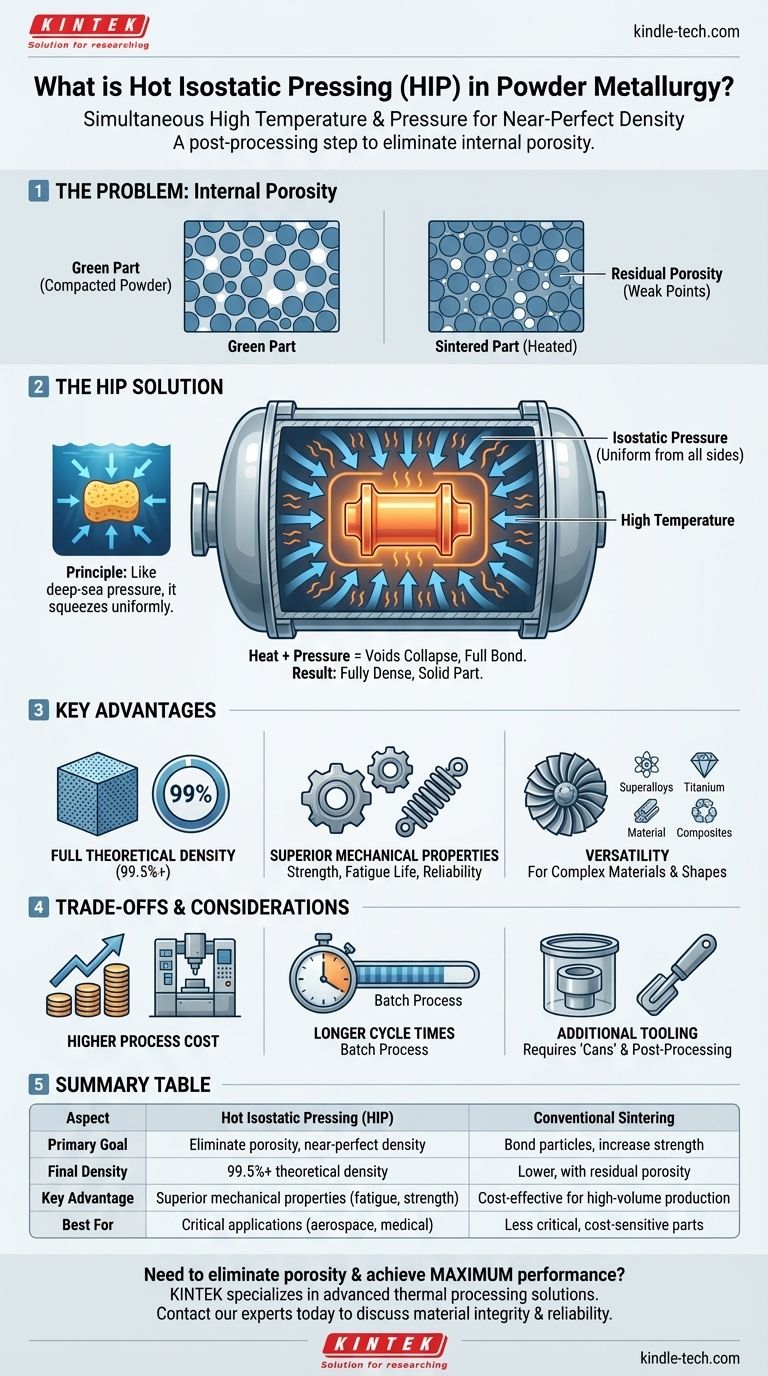
Основная проблема, которую решает ГИП: внутренняя пористость
В традиционной порошковой металлургии металлический порошок сначала прессуется в предварительную форму, называемую «сырой заготовкой». Эта деталь сохраняет свою форму, но заполнена микроскопическими пустотами между отдельными частицами порошка.
Ограничения только спекания
Следующим традиционным этапом является спекание, при котором сырая заготовка нагревается в печи. Этот нагрев заставляет частицы связываться или «шейковаться» вместе, увеличивая прочность детали.
Однако одного лишь спекания часто недостаточно для закрытия каждой внутренней поры. Эта остаточная пористость действует как микроскопический дефект, становясь потенциальной точкой отказа, которая может поставить под угрозу прочность, усталостную долговечность и общую надежность материала.
Изостатическое решение
Горячее изостатическое прессование непосредственно нацелено на эту остаточную пористость. Ключевым является термин «изостатическое», что означает, что давление прикладывается равномерно и одновременно со всех сторон.
Представьте, что вы сжимаете губку рукой — вы прикладываете давление в основном с двух сторон. Теперь представьте, что вы погружаете эту губку глубоко в океан. Давление воды действует на всю ее поверхность равномерно, сжимая ее равномерно со всех сторон. Это принцип изостатического давления.
Синергия тепла и давления
В процессе ГИП компонент помещается в герметичный сосуд высокого давления. Сосуд заполняется инертным газом (обычно аргоном), который затем нагревается и подается под давлением.
Высокая температура размягчает частицы металла, не плавя их. Интенсивное, равномерное давление газа затем схлопывает внутренние пустоты, заставляя частицы связываться на металлургическом уровне и создавая полностью плотный, твердый объект.
Ключевые преимущества процесса ГИП
Устраняя внутренние дефекты, ГИП обеспечивает значительное повышение производительности, которое часто недостижимо с помощью других методов порошковой металлургии.
Достижение полной теоретической плотности
Основное преимущество ГИП — это его способность производить детали, плотность которых составляет 99,5%+ от их теоретической максимальной плотности. Эта почти идеальная консолидация является основой для всех других улучшений свойств.
Превосходные и предсказуемые механические свойства
Поскольку нет внутренних пустот для образования трещин, компоненты, обработанные ГИП, демонстрируют значительно улучшенные механические свойства. Это включает более высокую прочность на растяжение, пластичность и особенно устойчивость к усталостному разрушению. Свойства также очень однородны по всей детали.
Универсальность для сложных материалов
ГИП исключительно эффективен для консолидации материалов, которые трудно спекать обычными способами. Это включает высокоэффективные суперсплавы, титановые сплавы и металломатричные композиты, используемые в требовательных приложениях.
Понимание компромиссов
Будучи мощным, ГИП является специализированным процессом, который включает явные компромиссы по сравнению с более традиционными методами.
Более высокая стоимость процесса
Оборудование, необходимое для безопасного создания экстремального тепла и давления, является узкоспециализированным и дорогостоящим. Это приводит к более высокой стоимости одной детали по сравнению с традиционными операциями прессования и спекания.
Более длительные циклы
ГИП — это пакетный процесс. Циклы загрузки, нагрева, создания давления, выдержки при температуре и охлаждения могут занимать несколько часов. Это делает его менее подходящим для массового производства, где преуспевает обычное прессование.
Дополнительные требования к оснастке
Во многих случаях металлический порошок должен быть запечатан в одноразовый металлический или керамический контейнер (часто называемый «капсулой») перед помещением в сосуд ГИП. Этот контейнер формирует окончательную форму детали и должен быть удален после цикла, что добавляет этапы и затраты к общему процессу.
Правильный выбор для вашей цели
Выбор правильного производственного процесса полностью зависит от требований к производительности компонента и экономических ограничений.
- Если ваша основная цель — максимальная производительность и надежность: ГИП — лучший выбор для критически важных компонентов в аэрокосмической отрасли, медицинских имплантатов или оборонной промышленности, где отказ материала недопустим.
- Если ваша основная цель — производство сложных форм с однородной плотностью: ГИП преодолевает ограничения одноосного прессования, которое может создавать вариации плотности в деталях со сложной геометрией.
- Если ваша основная цель — крупносерийное, экономичное производство: Традиционные методы прессования и спекания почти всегда более экономичны для деталей, где приемлемы хорошие, но не идеальные свойства материала.
В конечном итоге, горячее изостатическое прессование — это стратегическая инвестиция в целостность материала, выбираемая, когда применение требует производительности, оправдывающей затраты.
Сводная таблица:
| Аспект | Горячее изостатическое прессование (ГИП) | Традиционное спекание |
|---|---|---|
| Основная цель | Устранение внутренней пористости, достижение почти идеальной плотности | Связывание частиц, увеличение прочности |
| Конечная плотность | 99,5%+ теоретической плотности | Ниже, с остаточной пористостью |
| Ключевое преимущество | Превосходные механические свойства (усталостная долговечность, прочность) | Экономичность для крупносерийного производства |
| Лучше всего подходит для | Критические применения (аэрокосмическая отрасль, медицинские имплантаты) | Менее критичные, чувствительные к стоимости детали |
Необходимо устранить пористость и достичь максимальной производительности детали?
KINTEK специализируется на передовых решениях для термической обработки для требовательных лабораторных и промышленных применений. Наш опыт поможет вам определить, является ли горячее изостатическое прессование правильной стратегической инвестицией для ваших высокопроизводительных компонентов.
Свяжитесь с нашими экспертами сегодня через нашу Контактную форму, чтобы обсудить, как наше лабораторное оборудование и расходные материалы могут удовлетворить ваши конкретные потребности в целостности и надежности материала.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Как горячие изостатические прессы улучшают характеристики сухих электродов? Повышение проводимости ASSB с помощью тепла и давления

















