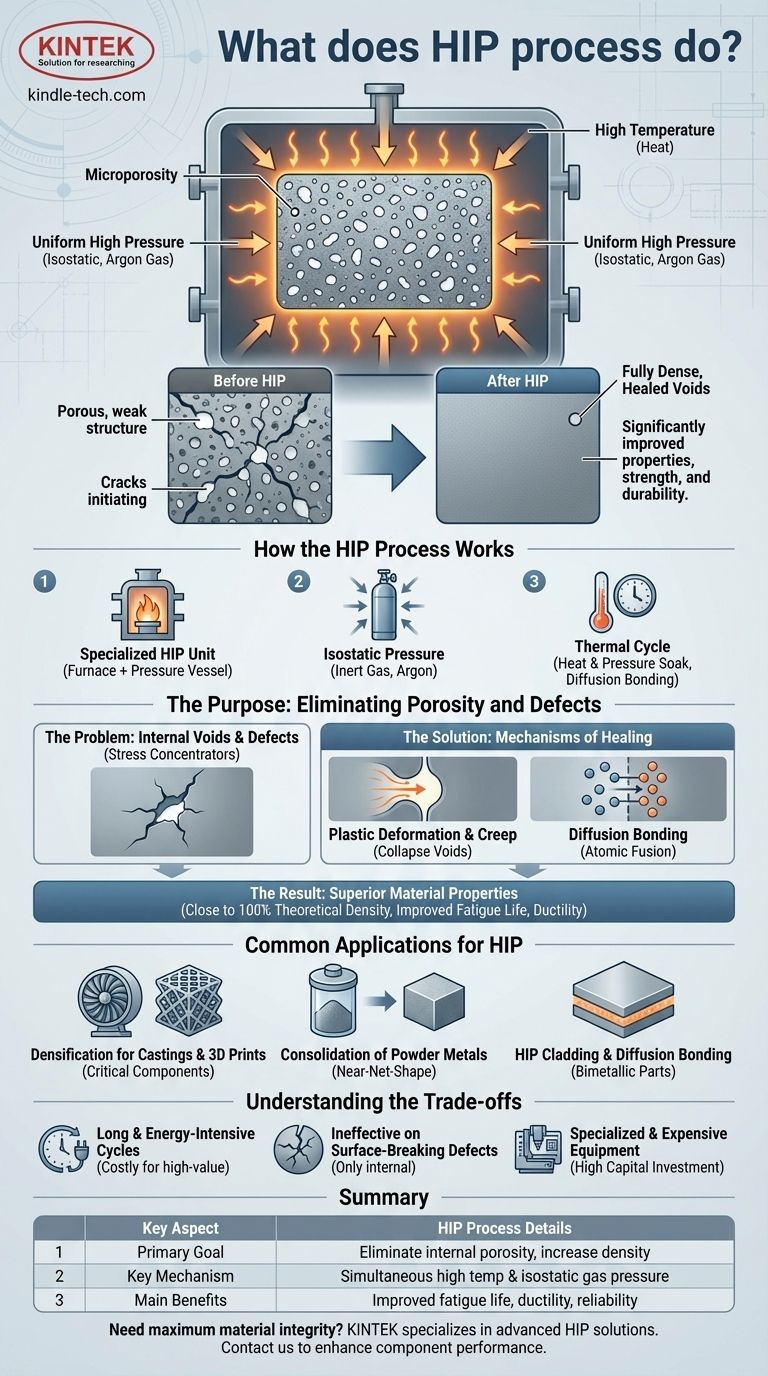
По своей сути, горячее изостатическое прессование (ГИП) — это производственный процесс, который использует высокую температуру и равномерный газ высокого давления для устранения внутренней пористости и увеличения плотности материалов. Одновременное применение тепла и давления заставляет внутренние пустоты схлопываться и диффузионно связываться, что приводит к получению компонента со значительно улучшенными механическими свойствами, прочностью и долговечностью.
Основная проблема во многих передовых методах производства, таких как литье или 3D-печать, заключается в наличии микроскопических внутренних пустот, которые ставят под угрозу целостность детали. Горячее изостатическое прессование напрямую решает эту проблему, действуя как процесс «заживления», удаляя внутреннюю пористость для создания полностью плотного, высокопроизводительного конечного продукта.

Как работает процесс ГИП
Эффективность ГИП заключается в уникальном сочетании трех факторов: контролируемой атмосферы, экстремального давления и высокой температуры.
Основное оборудование
Весь процесс происходит внутри специализированной установки ГИП, которая состоит из высокотемпературной печи, расположенной внутри прочного сосуда высокого давления. Компоненты загружаются в эту печь перед началом цикла.
Роль изостатического давления
После герметизации сосуд заполняется инертным газом, почти всегда аргоном. Этот газ находится под чрезвычайно высоким давлением, оказывая равномерное, или изостатическое, давление на компонент со всех сторон одновременно.
Тепловой цикл
По мере увеличения давления печь нагревает компоненты до определенной, повышенной температуры ниже точки плавления материала. Детали выдерживаются при этой пиковой температуре и давлении в течение установленного времени, часто в течение нескольких часов. В течение этого «времени выдержки» материал достаточно размягчается, чтобы внешнее давление схлопнуло любые внутренние пустоты.
Наконец, сосуд охлаждается, иногда быстро, чтобы действовать как этап закалки, и давление сбрасывается. Затем извлекаются полностью уплотненные компоненты.
Цель: устранение пористости и дефектов
Основная цель ГИП — улучшить микроструктуру материала, что напрямую повышает его реальные эксплуатационные характеристики.
Проблема внутренних пустот
Такие процессы, как литье металлов и аддитивное производство (3D-печать), могут оставлять после себя крошечные, запертые газовые карманы или пустоты, известные как микропористость. Эти дефекты действуют как концентраторы напряжений и являются потенциальными точками зарождения трещин и усталостных разрушений.
Механизмы заживления
ГИП устраняет эти пустоты посредством комбинации физических и металлургических явлений.
- Пластическая деформация и ползучесть: Высокое давление физически заставляет материал деформироваться и «ползти» в пустоту, схлопывая ее.
- Диффузионная сварка: В то же время высокая температура активизирует атомы на поверхностях схлопнувшейся пустоты, заставляя их диффундировать через границу и образовывать постоянную, прочную металлургическую связь.
Результат: превосходные свойства материала
Удаляя эти внутренние дефекты, ГИП производит деталь, которая близка к 100% своей теоретической максимальной плотности. Это приводит к значительному улучшению таких свойств, как усталостная долговечность, пластичность и вязкость разрушения.
Распространенные применения ГИП
ГИП не является основным процессом формования, а является критически важным этапом улучшения, используемым в нескольких высокопроизводительных отраслях.
Уплотнение для отливок и 3D-печати
Это наиболее распространенное применение. Критически важные компоненты для аэрокосмической, энергетической и медицинской имплантологии часто подвергаются ГИП после литья или печати, чтобы гарантировать удаление любой внутренней пористости и обеспечить максимальную надежность.
Консолидация порошковых металлов
ГИП может использоваться для консолидации металлических порошков в полностью плотную, твердую форму. Порошок запечатывается в контейнер, и процесс ГИП сплавляет отдельные частицы вместе в высокопроизводительную деталь, близкую к окончательной форме.
ГИП-наплавка и диффузионная сварка
Процесс может использоваться для соединения различных материалов без плавления. Это полезно для нанесения слоя высокоэффективного или коррозионностойкого сплава на менее дорогую подложку, создавая биметаллический компонент с заданными свойствами.
Понимание компромиссов
Хотя процесс ГИП является мощным, он имеет специфические характеристики и ограничения, которые необходимо учитывать.
Длительные и энергоемкие циклы
Типичный цикл ГИП может длиться от восьми до двенадцати часов и более. Требуемые высокие температуры и давления также потребляют значительное количество энергии, что делает его дорогостоящим процессом, предназначенным для дорогостоящих компонентов.
Неэффективен при поверхностных дефектах
Процесс ГИП основан на внешнем давлении газа для схлопывания внутренних пустот. Если дефект открыт на поверхность, газ под давлением просто заполнит пустоту вместо того, чтобы схлопнуть ее. Детали с поверхностной пористостью не могут быть исправлены только с помощью ГИП.
Специализированное и дорогостоящее оборудование
Установки ГИП — это сложные системы высокого давления, которые представляют собой значительные капиталовложения. По этой причине многие компании передают свои требования по ГИП на аутсорсинг специализированным поставщикам услуг.
Правильный выбор для вашей цели
Решение об использовании ГИП полностью зависит от требований к производительности и стоимости вашего компонента.
- Если ваша основная цель — надежность в критически важных приложениях: Используйте ГИП в качестве заключительного этапа для отливок и деталей, напечатанных на 3D-принтере, для устранения внутренних дефектов и увеличения усталостной долговечности.
- Если ваша основная цель — производство деталей, близких к окончательной форме, из передовых сплавов: Используйте ГИП для консолидации металлических порошков в полностью плотный компонент, сокращая отходы механической обработки.
- Если ваша основная цель — создание биметаллических или плакированных компонентов: Используйте ГИП для диффузионной сварки для достижения прочной металлургической связи без проблем, связанных со сварочным процессом.
В конечном итоге, горячее изостатическое прессование является окончательным инструментом для достижения максимально возможной целостности материала в инженерных компонентах.
Сводная таблица:
| Ключевой аспект | Детали процесса ГИП |
|---|---|
| Основная цель | Устранение внутренней пористости и увеличение плотности материала |
| Ключевой механизм | Одновременная высокая температура и изостатическое давление газа |
| Распространенные применения | Отливки, детали, напечатанные на 3D-принтере, консолидация порошков, диффузионная сварка |
| Основные преимущества | Улучшенная усталостная долговечность, пластичность, вязкость разрушения и надежность |
| Ограничения | Неэффективен при поверхностных дефектах, длительные циклы, высокое энергопотребление |
Необходимо достичь максимальной целостности материала для ваших критически важных компонентов?
KINTEK специализируется на передовых решениях для термической обработки, включая услуги горячего изостатического прессования. Наш опыт помогает производителям в аэрокосмической, медицинской и энергетической отраслях устранять внутренние дефекты в отливках и деталях, напечатанных на 3D-принтере, обеспечивая превосходную производительность и надежность.
Мы предоставляем:
- Услуги ГИП для устранения пористости и повышения плотности
- Консультации по стратегиям улучшения материалов
- Поддержка для литья, аддитивного производства и порошковой металлургии
Свяжитесь с KINTEK сегодня, чтобы обсудить, как наше лабораторное оборудование и опыт обработки могут улучшить производительность и надежность ваших компонентов.
Визуальное руководство
Связанные товары
- Установка изостатического прессования при повышенной температуре WIP 300 МПа для применений под высоким давлением
- Теплый изостатический пресс для исследований твердотельных батарей
- Ручной высокотемпературный гидравлический пресс с нагревательными плитами для лаборатории
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Автоматический гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования
Люди также спрашивают
- Является ли горячее изостатическое прессование термообработкой? Руководство по его уникальному термомеханическому процессу
- Каковы некоторые привлекательные свойства изделий, полученных методом горячего изостатического прессования? Достижение идеальной плотности и превосходных характеристик
- Что такое ГИП в обработке материалов? Достижение почти идеальной плотности для критически важных компонентов
- Каковы преимущества и ограничения горячего изостатического прессования? Достижение максимальной целостности материала
- Сколько энергии потребляет горячее изостатическое прессование? Откройте для себя чистую экономию энергии в вашем процессе



















