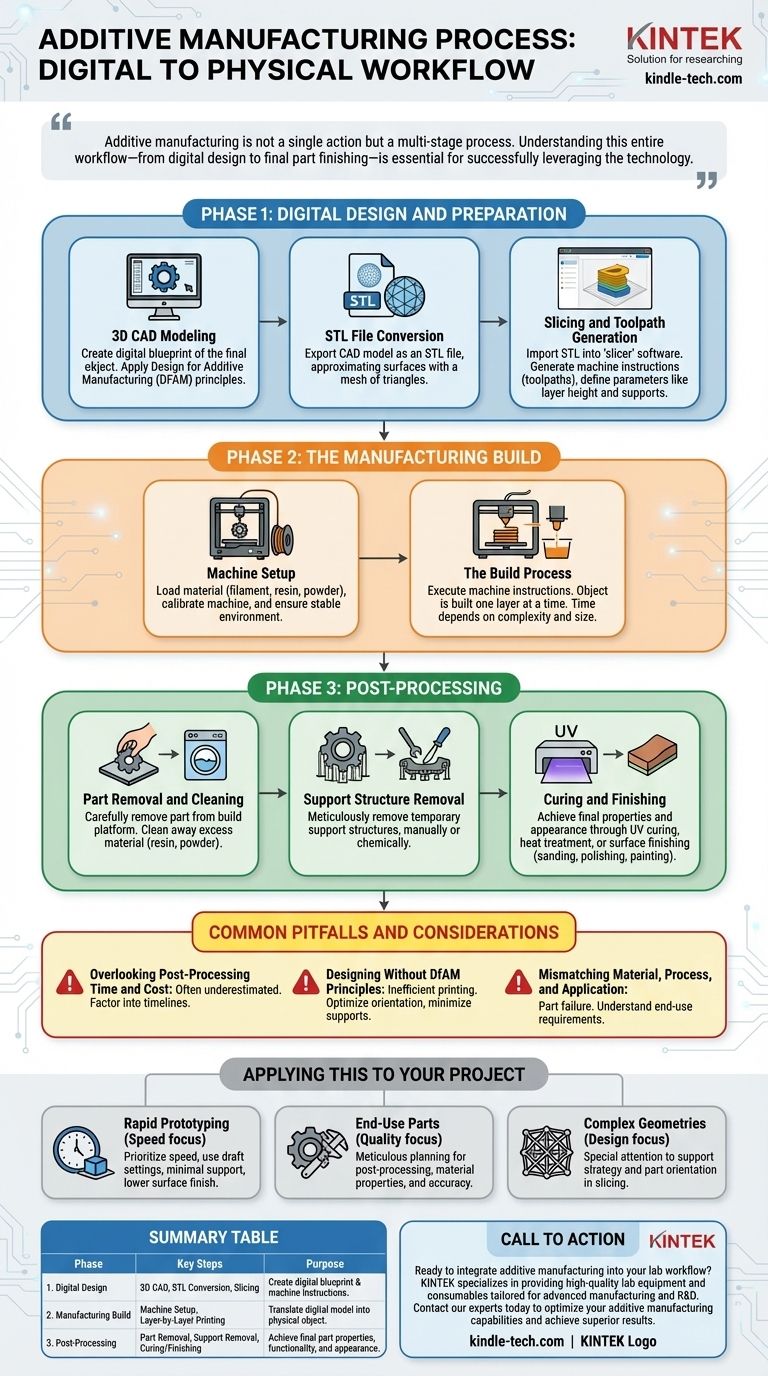
Важно понимать, что процесс аддитивного производства (АП) представляет собой комплексный рабочий процесс от цифрового к физическому, который выходит далеко за рамки самого этапа печати. Он начинается с цифровой концепции и проходит через несколько критических этапов: создание 3D-модели, преобразование и нарезка этой модели для машины, физический процесс сборки и заключительная серия этапов постобработки и финишной обработки для получения готовой детали.
Аддитивное производство — это не одно действие, а многоэтапный процесс. Понимание всего этого рабочего процесса — от цифрового проектирования до финишной обработки готовой детали — имеет решающее значение для успешного использования технологии и предотвращения дорогостоящих проблем на последующих этапах.

Этап 1: Цифровое проектирование и подготовка
Прежде чем будет использован какой-либо материал, основа детали закладывается в чисто цифровой среде. Этот подготовительный этап, пожалуй, является наиболее важным, поскольку решения, принятые здесь, определяют успех всего процесса.
3D CAD-моделирование
Процесс начинается с 3D-модели, созданной в программном обеспечении для автоматизированного проектирования (CAD). Это цифровой чертеж конечного объекта.
Инженеры и дизайнеры создают геометрию детали, гарантируя, что она соответствует всем функциональным и структурным требованиям. На этом этапе также применяются принципы проектирования для аддитивного производства (DfAM) для оптимизации детали под процесс печати.
Преобразование в файл STL
Универсальным языком для большинства 3D-принтеров является формат файла STL (стереолитография). Готовая CAD-модель экспортируется в виде файла STL.
Этот формат аппроксимирует поверхности модели с помощью сетки треугольников. Разрешение этой сетки является ключевым параметром, который может повлиять на качество поверхности конечной напечатанной детали.
Нарезка и генерация траектории инструмента
Затем файл STL импортируется в программное обеспечение «слайсер» (нарезчик). Эта программа в цифровом виде разрезает 3D-модель на сотни или тысячи тонких горизонтальных слоев.
Для каждого слоя программа генерирует точные инструкции для машины, или траектории инструмента, которым будет следовать принтер. Здесь же определяются такие критические параметры печати, как высота слоя, скорость печати и расположение опорных структур.
Этап 2: Производственная сборка
Это этап, на котором цифровой чертеж преобразуется в физический объект, слой за слоем.
Настройка машины
Правильная настройка машины не подлежит обсуждению. Это включает загрузку выбранного материала, будь то полимерная нить, ванна с жидкой смолой или ложе с металлическим порошком.
Оператор также выполняет критическую калибровку, очищает платформу сборки и обеспечивает стабильность и правильность условий в машине (например, температуру) для используемого материала.
Процесс сборки
Принтер выполняет инструкции из нарезанного файла, создавая объект слой за слоем. Конкретная технология — например, FDM, SLA или SLS — определяет, как именно формируется и скрепляется каждый слой с предыдущим.
Этот процесс часто автоматизирован и может занимать от нескольких часов до нескольких дней, в зависимости от размера и сложности детали, а также от выбранной технологии.
Этап 3: Постобработка
Распространенное заблуждение заключается в том, что деталь готова в тот момент, когда принтер останавливается. В действительности, почти всегда требуется значительная постобработка, чтобы превратить сырую напечатку в функциональный, готовый компонент.
Извлечение и очистка детали
После завершения сборки деталь необходимо аккуратно извлечь из платформы сборки. В зависимости от технологии за этим следует процесс очистки.
Это может включать промывание излишков жидкой смолы, сдувание или счищение неиспользованного порошка, или просто отделение детали от монтажной пластины.
Удаление опорных структур
Сложные геометрии с нависающими элементами требуют печати временных опорных структур рядом с деталью. Эти опоры должны быть тщательно удалены.
Это может быть ручной процесс с использованием ручных инструментов, или он может включать растворение опор в химическом растворе. Часто это самая трудоемкая часть всего рабочего процесса.
Отверждение и финишная обработка
Многим сырым деталям требуются дополнительные шаги для достижения их окончательных свойств материала и желаемого внешнего вида. Это может включать УФ-отверждение смол для максимальной прочности, термообработку металлов или методы финишной обработки поверхности, такие как шлифовка, полировка или покраска.
Распространенные ошибки и соображения
Успешное прохождение рабочего процесса АП требует осведомленности об уникальных проблемах. Игнорирование этих факторов может привести к неудачным отпечаткам, потере ресурсов и деталям, не соответствующим спецификациям.
Недооценка времени и затрат на постобработку
Команды часто недооценивают трудозатраты и время, необходимое для постобработки, особенно удаления опор и финишной обработки поверхности. Это должно учитываться в графиках проектов и анализе затрат с самого начала.
Проектирование без принципов DfAM
Деталь, спроектированная для традиционного производства, редко будет печататься эффективно. Успешное АП зависит от применения принципов DfAM, таких как оптимизация ориентации детали, минимизация потребности в опорах и объединение сборок в единые детали.
Несоответствие материала, процесса и применения
Не все технологии АП подходят для каждого применения. Выбор неправильного материала или процесса печати может привести к тому, что деталь не будет соответствовать тепловым, химическим или механическим требованиям. Глубокое понимание конечного применения имеет решающее значение.
Применение этого к вашему проекту
Ваш подход к рабочему процессу АП должен диктоваться вашей конечной целью.
- Если ваш основной фокус — быстрое прототипирование: Вы можете отдать приоритет скорости, используя настройки печати черновика, проектируя с минимальной поддержкой и соглашаясь на более низкое качество поверхности.
- Если ваш основной фокус — производство конечных деталей: Тщательное планирование постобработки, свойств материала и точности размеров является обязательным с самого начального этапа проектирования.
- Если ваш основной фокус — сложные геометрические формы: Уделите особое внимание стратегии поддержки и ориентации детали на этапе нарезки, чтобы обеспечить успешную сборку и упростить постобработку.
В конечном счете, рассмотрение аддитивного производства как интегрированного процесса от начала до конца является ключом к раскрытию его полного потенциала.
Сводная таблица:
| Этап | Ключевые шаги | Цель |
|---|---|---|
| 1. Цифровое проектирование | 3D CAD-моделирование, преобразование STL, нарезка | Создание цифрового чертежа и подготовка инструкций для машины. |
| 2. Производственная сборка | Настройка машины, послойная печать | Преобразование цифровой модели в физический объект. |
| 3. Постобработка | Извлечение детали, удаление опор, отверждение/финишная обработка | Достижение конечных свойств, функциональности и внешнего вида детали. |
Готовы интегрировать аддитивное производство в рабочий процесс вашей лаборатории? KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов, адаптированных для передового производства и НИОКР. Независимо от того, создаете ли вы прототипы новых конструкций или производите детали для конечного использования, наш опыт гарантирует, что у вас будут правильные инструменты для каждого этапа процесса АП — от цифрового проектирования до финишной обработки. Свяжитесь с нашими экспертами сегодня, чтобы оптимизировать ваши возможности аддитивного производства и добиться превосходных результатов.
Визуальное руководство