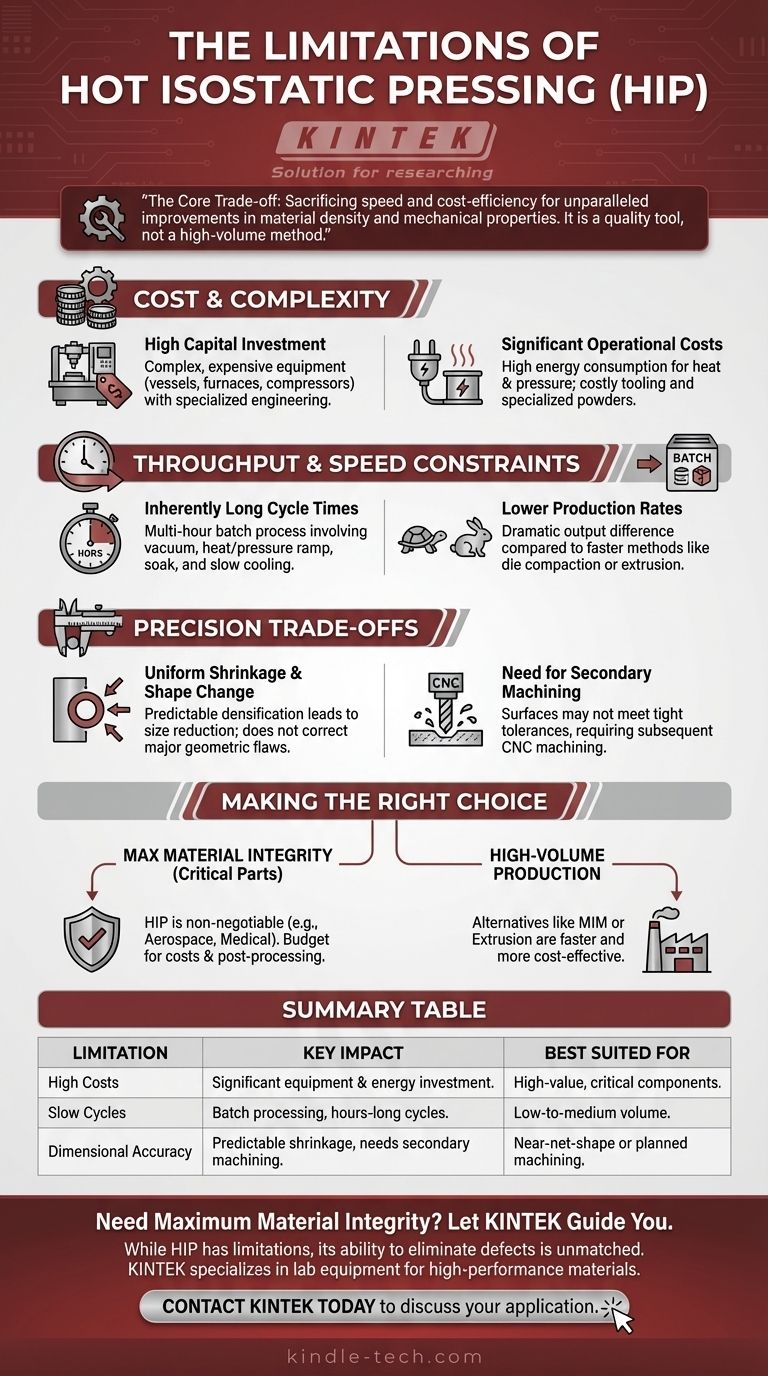
Хотя горячее изостатическое прессование (ГИП) является исключительно мощным процессом, его основные ограничения заключаются в высоких эксплуатационных расходах, медленных производственных циклах и трудностях в достижении точных окончательных размеров без вторичной обработки. Эти факторы делают его специализированным решением, наиболее подходящим для дорогостоящих компонентов, а не для массового производства.
Основной компромисс при горячем изостатическом прессовании очевиден: вы жертвуете скоростью производства и экономической эффективностью для достижения беспрецедентных улучшений плотности материала и механических свойств. По сути, это инструмент для повышения качества и производительности, а не метод крупносерийного производства.

Основная проблема: стоимость и сложность
Значительные преимущества ГИП в производительности обходятся дорого, как с точки зрения первоначальных инвестиций, так и текущих операций. Это наиболее распространенный барьер для его внедрения.
Высокие капитальные вложения
Оборудование, необходимое для ГИП, сложно и дорого. Полная система включает в себя сосуд высокого давления, внутреннюю высокотемпературную печь, мощные компрессоры и сложные системы управления.
Это оборудование должно безопасно выдерживать экстремальные давления и температуры одновременно, требуя специализированной инженерии и материалов, что увеличивает первоначальные затраты на покупку и установку.
Значительные эксплуатационные расходы
Помимо первоначальных инвестиций, повседневные операции обходятся дорого. Процесс потребляет большое количество энергии для нагрева печи и работы компрессоров.
Кроме того, оснастка может быть дорогостоящей, а некоторые применения — особенно те, которые формируют детали из порошка — могут требовать специализированных и дорогостоящих порошков, полученных распылительной сушкой, для обеспечения стабильных результатов.
Ограничения пропускной способности и скорости производства
ГИП — это по своей сути медленный, пакетный процесс. Этот преднамеренный темп необходим для его эффективности, но ограничивает его применение для крупносерийного производства.
По своей сути длительные циклы
Типичный цикл ГИП включает загрузку камеры, создание вакуума, заполнение инертным газом, повышение температуры и давления, выдержку в течение определенного времени "выдержки" и, наконец, медленное охлаждение и сброс давления.
Вся эта последовательность может занимать несколько часов, что делает пропускную способность одной машины очень низкой по сравнению с другими методами производства.
Более низкие темпы производства по сравнению с альтернативами
По сравнению с такими процессами, как одноосное прессование или экструзия, ГИП имеет значительно более низкую скорость производства.
В то время как эти методы могут производить детали за секунды, один цикл ГИП, который занимает часы, может обработать несколько десятков или несколько сотен деталей, в зависимости от их размера.
Понимание компромиссов в точности
Хотя ГИП ценится за его способность уплотнять деталь без искажения ее общей геометрии, он не гарантирует идеальной точности размеров.
Нюансы изменения формы
ГИП применяет идеально равномерное давление, что отлично подходит для закрытия внутренних пор без деформации компонента. Однако по мере уплотнения материала он будет равномерно сжиматься.
Это предсказуемое сжатие должно быть учтено при проектировании детали до ГИП. Это не процесс, который может исправить серьезные геометрические дефекты.
Необходимость вторичной механической обработки
Небольшое, равномерное сжатие и характер приложения давления означают, что поверхности могут не соответствовать самым жестким допускам, требуемым для готового продукта.
В результате критические элементы или поверхности часто требуют последующей обработки на станках с ЧПУ для достижения их окончательных, точных размеров. Это добавляет еще один шаг — и дополнительные затраты — к общему производственному процессу.
Правильный выбор для вашей цели
Принятие решения об использовании ГИП требует баланса между его мощными преимуществами и практическими ограничениями. Ваша конечная цель является наиболее важным фактором.
- Если ваша основная цель — максимальная целостность материала: ГИП часто является бескомпромиссным решением для критически важных компонентов в аэрокосмической или медицинской промышленности, где отказ недопустим. Заложите в бюджет затраты и необходимую постобработку.
- Если ваша основная цель — крупносерийное производство: Альтернативные методы, такие как прессование, литье под давлением металлов (MIM) или экструзия, будут гораздо более экономичными и быстрыми для менее критичных деталей.
- Если ваша основная цель — достижение "чистой формы" с жесткими допусками: Используйте ГИП для создания плотной детали, близкой к чистой форме, но вы должны планировать свой процесс с ожиданием, что потребуется окончательная механическая обработка.
Понимание этих ограничений — первый шаг к использованию горячего изостатического прессования по его прямому назначению: созданию превосходных компонентов, где производительность не может быть скомпрометирована.
Сводная таблица:
| Ограничение | Ключевое влияние | Наилучшим образом подходит для |
|---|---|---|
| Высокие капитальные и эксплуатационные расходы | Значительные инвестиции в оборудование и потребление энергии. | Дорогостоящие компоненты, где производительность имеет решающее значение. |
| Медленные производственные циклы | Пакетная обработка с циклами в несколько часов. | Мелко- и среднесерийное производство, не массовое производство. |
| Точность размеров | Предсказуемое сжатие требует вторичной механической обработки для жестких допусков. | Применения, где достаточно близкой к чистой формы или планируется механическая обработка. |
Необходимо достичь максимальной целостности материала для критически важного компонента?
Хотя ГИП имеет ограничения, его способность устранять внутренние дефекты и создавать превосходные свойства материала не имеет себе равных. KINTEK специализируется на лабораторном оборудовании и расходных материалах, удовлетворяя точные потребности лабораторий и отделов исследований и разработок, которые разрабатывают и тестируют высокопроизводительные материалы.
Позвольте нашим экспертам помочь вам определить, является ли ГИП правильным решением для вашего проекта, и подобрать оборудование, соответствующее вашим конкретным требованиям.
Свяжитесь с KINTEL сегодня, чтобы обсудить ваше применение и то, как мы можем поддержать ваши цели в области качества и производительности.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Как горячие изостатические прессы улучшают характеристики сухих электродов? Повышение проводимости ASSB с помощью тепла и давления
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей

















