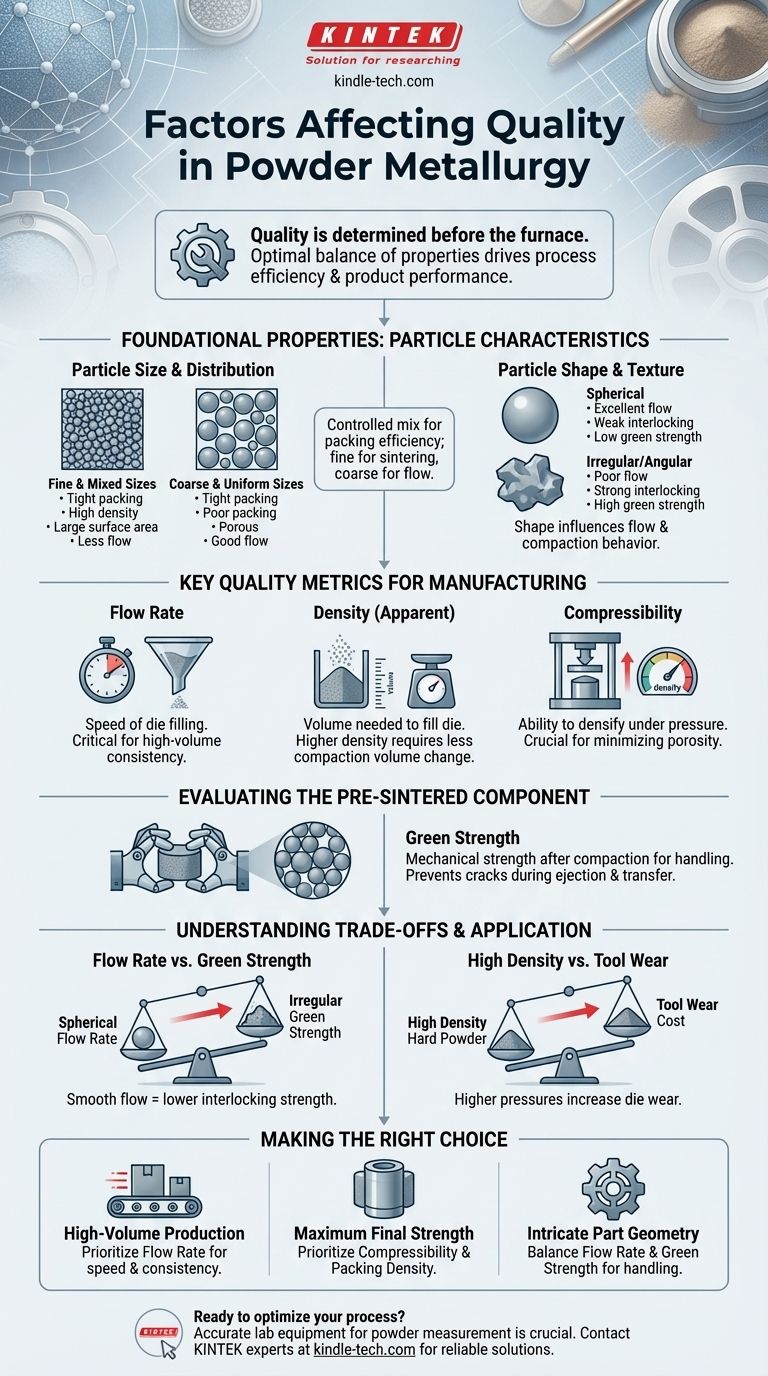
В порошковой металлургии качество компонента определяется еще до того, как печь начнет нагреваться. Критическими факторами, определяющими качество металлического порошка, являются его скорость потока, плотность, сжимаемость и прочность «зеленого» изделия уплотненной детали. Эти взаимосвязанные свойства определяют эффективность вашего производственного процесса и характеристики конечного продукта.
Основная проблема при выборе порошка заключается не в поиске порошка с одной идеальной характеристикой, а в выборе порошка с оптимальным *балансом* свойств, который соответствует вашему конкретному производственному процессу и требованиям к конечной детали.

Основные свойства: Характеристики частиц
Основные измеряемые нами показатели качества являются следствием более фундаментальных характеристик частиц. Понимание этих характеристик дает более глубокое представление о поведении порошка.
Размер и распределение частиц
Размер отдельных частиц порошка и статистическое распределение этих размеров имеют первостепенное значение. Порошок с контролируемой смесью размеров частиц может уплотняться более эффективно, что приводит к более высокой плотности.
Мелкие порошки обладают большей удельной поверхностью, что может способствовать спеканию, но они могут плохо течь. Крупные порошки, как правило, хорошо текут, но могут привести к более пористой структуре конечного изделия.
Форма и текстура частиц
Форма частиц сильно влияет на то, как порошок ведет себя в массе. Сферические частицы, как правило, обладают отличной сыпучестью, но могут плохо сцепляться при прессовании, что приводит к снижению прочности до спекания.
Нерегулярные или угловатые частицы демонстрируют противоположное поведение. Их форма создает большее сцепление, что приводит к увеличению прочности после прессования, но эта же шероховатость может препятствовать течению.
Ключевые показатели качества для производства
Это практические, измеряемые свойства, которые напрямую влияют на то, как порошок ведет себя в производственном оборудовании.
Скорость потока: Сердцебиение производства
Скорость потока — это время, необходимое для прохождения стандартной массы порошка через калиброванную воронку. Это прямая мера способности порошка быстро и равномерно заполнять полость матрицы.
Плохая скорость потока приводит к неравномерному заполнению матрицы, что вызывает колебания плотности, дефекты деталей и снижение скорости производства. Это один из наиболее критичных факторов для крупносерийного производства.
Плотность: Отправная точка для прочности
В данном контексте мы оцениваем насыпную плотность — плотность рыхлого, неуплотненного порошка. Это значение определяет объем порошка, необходимый для заполнения матрицы для достижения заданной массы детали.
Более высокая насыпная плотность часто желательна, поскольку она требует меньшего изменения объема при прессовании, что может улучшить размерную стабильность конечной детали.
Сжимаемость: Формирование детали
Сжимаемость — это мера способности порошка уплотняться под давлением. Она оценивается путем построения графика плотности уплотненной детали в зависимости от приложенного давления.
Порошок с высокой сжимаемостью может достичь высокой «зеленой» плотности (плотности после прессования, но до спекания). Это имеет решающее значение для минимизации пористости и достижения высокой прочности конечного спеченного компонента.
Оценка компонента до спекания
После уплотнения деталь должна выдержать транспортировку, прежде чем попасть в печь для спекания.
Прочность «зеленого» изделия: Обращение и долговечность
Прочность «зеленого» изделия** — это механическая прочность детали после прессования, но до ее спекания. Это прямой результат сцепления частиц и холодного сваривания, происходящего под давлением.
Достаточная прочность «зеленого» изделия необходима для предотвращения растрескивания или поломки детали при извлечении из матрицы и транспортировке в печь для спекания. На это свойство сильно влияют форма частиц и сжимаемость порошка.
Понимание компромиссов
Выбор порошка — это упражнение в балансировании конкурирующих свойств. Ни один порошок не может одновременно превосходить по всем параметрам.
Скорость потока против прочности «зеленого» изделия
Конфликт между этими двумя свойствами — это классический компромисс. Гладкие сферические частицы, обеспечивающие отличную скорость потока, не сцепляются эффективно, что приводит к более низкой прочности «зеленого» изделия. И наоборот, нерегулярные частицы, обеспечивающие высокую прочность «зеленого» изделия, как правило, плохо текут.
Высокая плотность против износа инструмента
Достижение очень высокой плотности часто требует использования очень твердых порошков и высокого давления прессования. Хотя это выгодно для конечной детали, это значительно увеличивает скорость износа дорогостоящих матриц и инструментов, повышая эксплуатационные расходы.
Чистота порошка и контроль процесса
Хотя вышеуказанные свойства являются физическими характеристиками самого порошка, химическая чистота также имеет жизненно важное значение. Присутствие оксидов или других примесей может серьезно препятствовать процессу спекания. Вот почему контроль процесса, такой как использование защитной азотной атмосферы во время спекания, так же важен, как и первичное качество порошка.
Принятие правильного решения для вашего применения
«Лучший» порошок полностью зависит от вашей конечной цели. Используйте свою основную цель для руководства выбором.
- Если ваш основной фокус — крупносерийное производство: Приоритетом должна быть порошок с отличной и стабильной скоростью потока для обеспечения равномерного заполнения матрицы на высоких скоростях.
- Если ваш основной фокус — максимальная прочность конечной детали: Выбирайте порошок с высокой сжимаемостью и распределением частиц по размерам, которое обеспечивает высокую плотность упаковки.
- Если ваш основной фокус — сложная геометрия детали: Ищите баланс между хорошей скоростью потока и высокой прочностью «зеленого» изделия, чтобы предотвратить дефекты при извлечении и транспортировке детали.
В конечном счете, понимание этих основных характеристик порошка дает вам возможность принимать обоснованные решения, которые напрямую влияют на качество вашей продукции и эффективность вашего процесса.
Сводная таблица:
| Фактор | Ключевое влияние на производство |
|---|---|
| Скорость потока | Определяет скорость и равномерность заполнения матрицы для крупносерийного производства |
| Сжимаемость | Определяет конечную плотность и прочность детали после прессования |
| Прочность «зеленого» изделия | Обеспечивает сохранность детали при обращении до спекания |
| Размер и форма частиц | Влияет на плотность упаковки, поток и прочность сцепления |
Готовы оптимизировать свой процесс порошковой металлургии? Правильное лабораторное оборудование имеет решающее значение для точного измерения свойств порошка, таких как скорость потока и сжимаемость. KINTEK специализируется на предоставлении надежного лабораторного оборудования и расходных материалов, которые помогут вам выбрать идеальный порошок и добиться превосходного качества деталей. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные лабораторные потребности!
Визуальное руководство
Связанные товары
- Гранулированный порошок высокочистого оксида алюминия для передовой инженерной тонкой керамики
- Высокотехнологичная инженерная тонкая керамика, низкотемпературный гранулированный порошок оксида алюминия
- Складная лодка из молибдена и тантала с крышкой или без
- Лабораторная пресс-форма для таблетирования порошка в стальном кольце XRF & KBR для ИК-Фурье
- Лабораторная пресс-форма для таблетирования порошка в пластиковом кольце XRF & KBR для ИК-Фурье
Люди также спрашивают
- Почему необходимо наносить порошок оксида алюминия на графитовые формы для TiC10/Cu-Al2O3? Обеспечение легкого извлечения.
- Что из перечисленного используется в печи для противостояния высоким температурам? Ключевые материалы для экстремального жара
- Какая промышленная керамика является наиболее распространенной? Узнайте, почему оксид алюминия доминирует в бесчисленных областях применения
- Каковы свойства и меры предосторожности при работе с порошком оксида алюминия в качестве полировального материала? Достижение безупречной отделки с точностью
- Почему для спекания пористой нержавеющей стали используют пластины из высокочистого глинозема? Обеспечение чистоты и точности