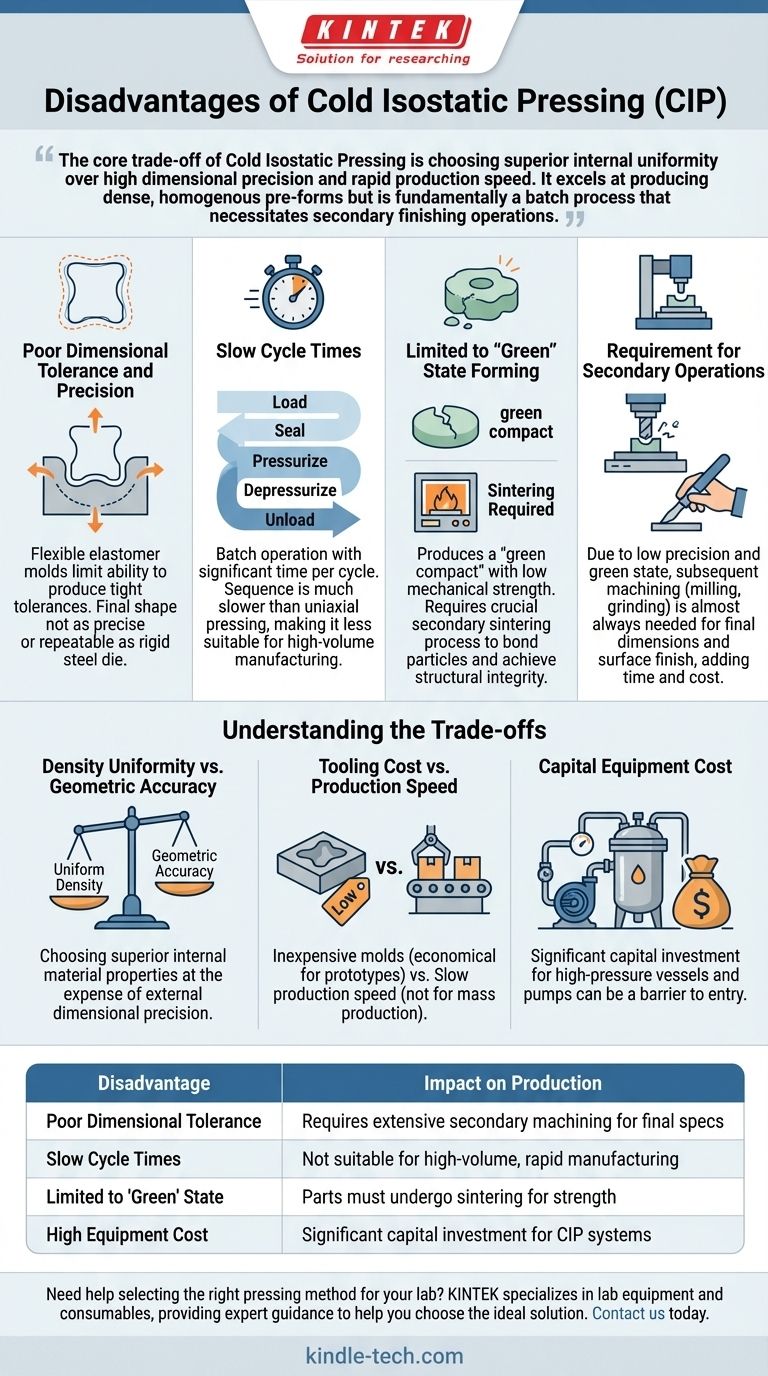
Хотя холодное изостатическое прессование (ХИП) очень эффективно для создания однородной плотности, оно не лишено эксплуатационных и практических ограничений. Его основные недостатки — это отсутствие точной точности размеров, более медленное время цикла по сравнению с другими методами прессования и получение «сырой» заготовки, требующей последующего спекания и механической обработки для достижения окончательных спецификаций.
Основной компромисс холодного изостатического прессования заключается в выборе превосходной внутренней однородности в ущерб высокой точности размеров и быстрой скорости производства. Оно отлично подходит для изготовления плотных, гомогенных заготовок, но по своей сути является периодическим процессом, требующим вторичной финишной обработки.

Фундаментальные ограничения процесса ХИП
Холодное изостатическое прессование обеспечивает однородную плотность за счет приложения одинакового давления со всех направлений через жидкость. Однако этот самый механизм вносит ряд ключевых недостатков, которые необходимо учитывать при оценке его как метода производства.
Плохие допуски и точность размеров
Использование гибкой эластомерной формы является центральным элементом процесса ХИП. Эта форма равномерно передает гидравлическое давление порошку, находящемуся внутри нее.
Однако эта гибкость по своей сути ограничивает способность процесса производить детали с жесткими допусками по размерам. Окончательная форма «сырой» заготовки не будет такой точной или повторяемой, как та, что сформирована в жесткой стальной матрице.
Длительное время цикла
Процесс ХИП является периодической операцией. Он включает загрузку порошка в форму, ее герметизацию, помещение в сосуд высокого давления, заполнение сосуда жидкостью, повышение давления, понижение давления и, наконец, выгрузку.
Эта последовательность значительно медленнее, чем методы, такие как одноосное (матричное) прессование, где детали могут быть уплотнены за считанные секунды. Это делает ХИП менее подходящим для крупносерийного производства, где скорость является критическим фактором.
Ограничение формированием в «сыром» состоянии
Деталь, извлеченная из сосуда ХИП, называется «сырой заготовкой». Хотя она однородна по плотности, она обладает очень низкой механической прочностью — ее часто сравнивают с куском мела.
Эта сырая заготовка является промежуточным продуктом. Ее нельзя использовать для каких-либо конструкционных целей без критически важной вторичной операции, обычно спекания, для связывания частиц порошка вместе.
Необходимость вторичных операций
Прямым следствием низкой точности и сырого состояния является почти универсальная потребность во вторичных операциях.
После спекания, которое может вызвать дальнейшие изменения размеров, деталь почти всегда требует механической обработки (фрезерования, шлифовки, токарной обработки) для достижения требуемых окончательных размеров, чистоты поверхности и геометрических характеристик. Эти дополнительные шаги увеличивают время и стоимость всего производственного процесса.
Понимание компромиссов
Выбор производственного процесса заключается в понимании его компромиссов. Недостатки ХИП лучше всего рассматривать как компромиссы, на которые идут ради достижения его основных преимуществ.
Однородность плотности против точности геометрии
ХИП обеспечивает гомогенную плотность по всей детали, чего чрезвычайно трудно достичь другими методами. Это минимизирует слабые места и предотвращает растрескивание при спекании.
Компромиссом является отсутствие точности геометрии. Вы выбираете превосходные внутренние свойства материала в ущерб внешней точности размеров в прессованном состоянии.
Стоимость оснастки против скорости производства
Эластомерные формы, используемые в ХИП, очень недороги в производстве по сравнению с закаленными стальными матрицами, необходимыми для одноосного прессования. Это делает ХИП экономичным для прототипов, небольших партий или очень больших деталей.
Компромиссом за эту низкую стоимость оснастки является медленная скорость производства. Для массового производства более высокие первоначальные инвестиции в стальную матрицу оправданы значительно меньшим временем обработки на деталь.
Стоимость основного оборудования
Хотя оснастка (формы) недорога, само оборудование ХИП представляет собой значительные капиталовложения. Сосуды высокого давления, рассчитанные на сильные циклические нагрузки, и связанные с ними насосы высокого давления являются сложными и дорогими.
Эта высокая первоначальная стоимость оборудования может стать барьером для входа, особенно для небольших предприятий.
Принятие правильного решения для вашего применения
Решение об использовании ХИП полностью зависит от основной цели вашего проекта. Анализ его недостатков позволяет выбрать его по правильным причинам.
- Если ваша основная цель — достижение максимальной плотности и однородности материала: ХИП — отличный выбор для создания высококачественных заготовок, которые позже будут обработаны до окончательной формы.
- Если ваша основная цель — крупносерийное производство простых форм с жесткими допусками: Другой метод, такой как одноосное матричное уплотнение, почти наверняка будет более экономичным и подходящим.
- Если ваша основная цель — создание большой или сложной начальной формы без инвестиций в дорогостоящую жесткую оснастку: ХИП обеспечивает непревзойденную гибкость, но вы должны заложить в бюджет значительную постобработку.
В конечном счете, понимание этих недостатков позволяет использовать холодное изостатическое прессование по его прямому назначению: для производства превосходных заготовок из материала, а не готовых деталей.
Сводная таблица:
| Недостаток | Влияние на производство |
|---|---|
| Плохие допуски по размерам | Требует обширной вторичной механической обработки для окончательных спецификаций |
| Длительное время цикла | Не подходит для крупносерийного, быстрого производства |
| Ограничение «сырым» состоянием | Детали должны пройти спекание для набора прочности |
| Высокая стоимость оборудования | Значительные капиталовложения в системы ХИП |
Нужна помощь в выборе подходящего метода прессования для вашей лаборатории? KINTEK специализируется на лабораторном оборудовании и расходных материалах, предоставляя экспертные консультации, которые помогут вам выбрать идеальное решение для ваших потребностей в обработке материалов. Независимо от того, работаете ли вы с прототипами или крупносерийным производством, наша команда гарантирует, что вы получите правильное оборудование для превосходных результатов. Свяжитесь с нами сегодня, чтобы оптимизировать эффективность вашей лаборатории!
Визуальное руководство
Связанные товары
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
Люди также спрашивают
- Что такое холодный изостатический процесс? Достижение равномерной плотности в сложных порошковых деталях
- Как используется оборудование для изостатического прессования при интеграции литиевых металлических анодов при сборке твердотельных аккумуляторов?
- Что такое горячее и холодное изостатическое прессование? Руководство по формованию и уплотнению материалов
- Что такое холодное изостатическое прессование? Достижение однородной плотности для сложных порошковых деталей
- Что такое изостатическое прессование? Достижение равномерной плотности в сложных деталях












