Основные дефекты при пайке алюминия возникают непосредственно из-за двух основных проблем: быстрого образования стойкого оксидного слоя и чрезвычайно узкого температурного диапазона между присадочным металлом и основным алюминием. Этот оксидный слой препятствует надлежащему смачиванию припоем соединения, что приводит к неполным связям и пустотам. Одновременно, даже незначительные отклонения температуры могут либо расплавить основной материал, либо не активировать припой, что в обоих случаях приводит к неудачному соединению.
Успех в пайке алюминия зависит не только от техники, но и от точного контроля процесса. Фундаментальная задача заключается в управлении реакционной способностью алюминия и его неумолимыми термическими свойствами, которые являются основной причиной почти всех распространенных дефектов пайки.

Коренные причины дефектов пайки алюминия
Чтобы устранить или предотвратить дефекты, вы должны понимать базовую материаловедческую основу, которая делает пайку алюминия уникально сложной. Наиболее распространенные отказы являются прямыми следствиями этих свойств.
Алюминиевый оксидный барьер (Al₂O₃)
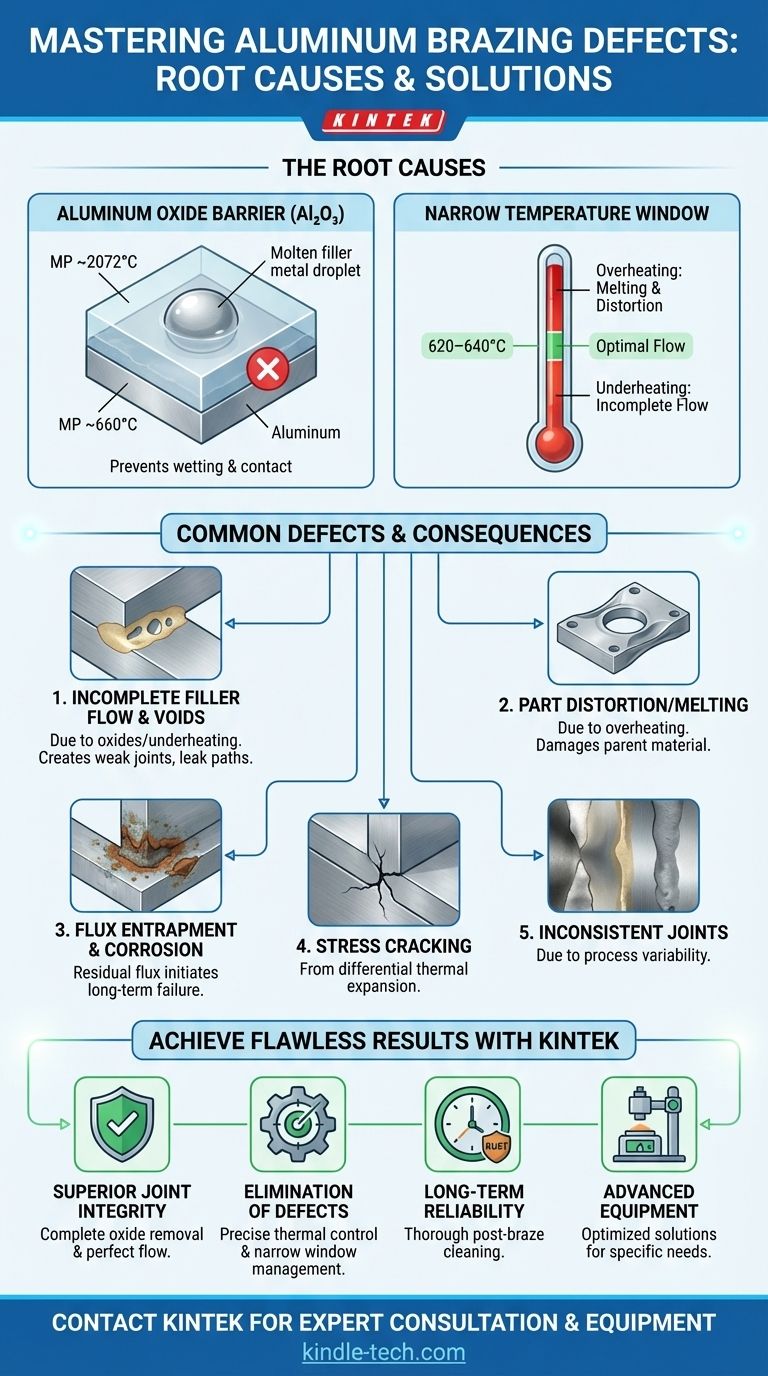
Алюминий очень реактивен и мгновенно образует прочный, прозрачный слой оксида алюминия (Al₂O₃) при контакте с воздухом.
Этот оксидный слой имеет температуру плавления приблизительно 2072°C (3762°F), что намного выше температуры плавления самого основного алюминия, около 660°C (1220°F).
Поскольку оксид не плавится во время цикла пайки, он действует как физический барьер. Это препятствует контакту расплавленного присадочного металла с основным металлом и его растеканию по нему, явление, известное как смачивание. Это самая большая проблема при пайке алюминия.
Узкий температурный диапазон обработки
Алюминиевые припои разработаны таким образом, чтобы плавиться при температуре лишь немного ниже температуры основного материала — часто с разницей всего в 20-40°C.
Это создает чрезвычайно узкий и неумолимый диапазон обработки. Перегрев на небольшую величину приведет к плавлению, провисанию или деформации основных компонентов.
И наоборот, недостаточный нагрев не позволит припою полностью расплавиться. Это препятствует его способности течь за счет капиллярного действия, что необходимо для полного заполнения зазора в соединении. Равномерное распределение тепла по всей сборке имеет решающее значение.
Неполное растекание припоя и пустоты
Прямым результатом неспособности справиться с оксидами или температурой является неполное соединение. Эти дефекты проявляются в виде пустот, пропусков или несмоченных участков.
Когда припой сталкивается с не флюсованным участком оксида или холодным пятном, его течение останавливается. Он может "скатываться" на поверхности вместо того, чтобы втягиваться в соединение.
Эти пустоты действуют как концентраторы напряжений, резко снижая механическую прочность соединения. Они также создают потенциальные пути утечки в приложениях, требующих герметичного уплотнения.
Понимание компромиссов и осложнений
Помимо основных проблем, несколько других факторов могут вызывать дефекты или усложнять процесс пайки, особенно в отношении выбора материала и надежности после обработки.
Дифференциальное термическое расширение
При пайке алюминия к другому материалу, такому как медь или сталь, их различные скорости термического расширения становятся серьезной проблемой.
По мере охлаждения сборки от температуры пайки один материал будет сжиматься больше или быстрее, чем другой. Это создает значительное внутреннее напряжение в недавно образованном паяном соединении.
Это напряжение может быть достаточно сильным, чтобы вызвать трещины в припое или даже в основном материале, что приводит к немедленному или отложенному разрушению соединения.
Проблема устранения дефектов
Хотя дефектные соединения часто можно отремонтировать повторной пайкой, процесс не так прост, как повторный нагрев детали.
Во время первоначального цикла пайки химический состав припоя немного изменяется, что увеличивает его температуру повторного плавления.
Простой повторный нагрев сборки, вероятно, будет недостаточным для повторного расплавления существующего припоя. Успешный ремонт почти всегда требует нанесения дополнительного нового припоя на дефектную область.
Захват флюса и коррозия
Для разрушения слоя оксида алюминия во многих процессах пайки используются химические флюсы. Эти флюсы обычно очень коррозионно-активны.
Если флюс не удален полностью после пайки, остатки могут попасть внутрь соединения.
Этот захваченный флюс со временем будет притягивать влагу и вызывать коррозию, нарушая долгосрочную целостность и надежность соединения.
Достижение успешной пайки алюминия
Исходя из этих проблем, успех вашего проекта зависит от точного контроля переменных процесса. Ваша стратегия должна непосредственно устранять коренные причины отказа.
- Если ваша основная цель — целостность соединения: Уделяйте первостепенное внимание тщательной очистке и правильному нанесению флюса (или безфлюсовой вакуумной среде) для полного удаления оксидного слоя перед нагревом.
- Если ваша основная цель — избежать деформации деталей: Внедрите точный, равномерный контроль температуры с помощью калиброванного оборудования, чтобы оставаться в узком диапазоне обработки.
- Если ваша основная цель — долгосрочная надежность: Обеспечьте тщательную очистку после пайки для удаления всех коррозионно-активных остатков флюса из сборки.
- Если вы паяете разнородные материалы: Разработайте соединение с элементами, которые могут компенсировать дифференциальное термическое расширение, чтобы предотвратить растрескивание, вызванное напряжением, при охлаждении.
Освоение пайки алюминия — это вопрос уважения к свойствам материала и внедрения строгой технологической дисциплины.
Сводная таблица:
| Тип дефекта | Основная причина | Основное следствие |
|---|---|---|
| Алюминиевый оксидный барьер | Быстрое образование высокоплавкого оксидного слоя (Al₂O₃) | Препятствует смачиванию припоем, что приводит к неполным связям |
| Неполное растекание припоя и пустоты | Неправильный контроль температуры или недостаточное удаление оксида | Создает слабые соединения и потенциальные пути утечки |
| Деформация/плавление детали | Перегрев за пределами узкого диапазона обработки 20-40°C | Плавит или деформирует основные алюминиевые компоненты |
| Захват флюса и коррозия | Неудаление коррозионно-активных остатков флюса после пайки | Инициирует долгосрочную коррозию, нарушая целостность соединения |
| Трещины от напряжения | Дифференциальное термическое расширение при пайке разнородных материалов | Вызывает немедленное или отложенное разрушение соединения при охлаждении |
Добейтесь безупречной пайки алюминия с KINTEK
Боретесь с оксидными барьерами, непостоянными соединениями или деформацией деталей? Успех вашей лаборатории зависит от точного термического управления и контроля процесса. KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах, необходимых для решения проблем пайки алюминия.
Мы предлагаем решения, которые обеспечивают:
- Превосходную целостность соединения: Обеспечьте полное удаление оксидов и идеальное растекание припоя для прочных, надежных связей.
- Устранение дефектов: Поддерживайте критически узкий температурный диапазон для предотвращения плавления и деформации основного металла.
- Долгосрочную надежность: Достигайте тщательной очистки после пайки для предотвращения коррозии, вызванной флюсом.
Позвольте нашим экспертам помочь вам оптимизировать процесс пайки. Свяжитесь с KINTEK сегодня для консультации и откройте для себя подходящее оборудование для конкретных потребностей вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Печь для вакуумной термообработки молибдена
Люди также спрашивают
- Какова одна из причин, по которой пайка твердым припоем предпочтительнее других методов соединения? Соединение разнородных материалов без их расплавления
- Для чего лучше всего использовать пайку? Соединение разнородных металлов и сложных сборок
- Что такое основы пайки? Руководство по прочному соединению металлов при низких температурах
- Какие два разнородных металла можно соединить пайкой? Сталь и медь: объяснение
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования



















