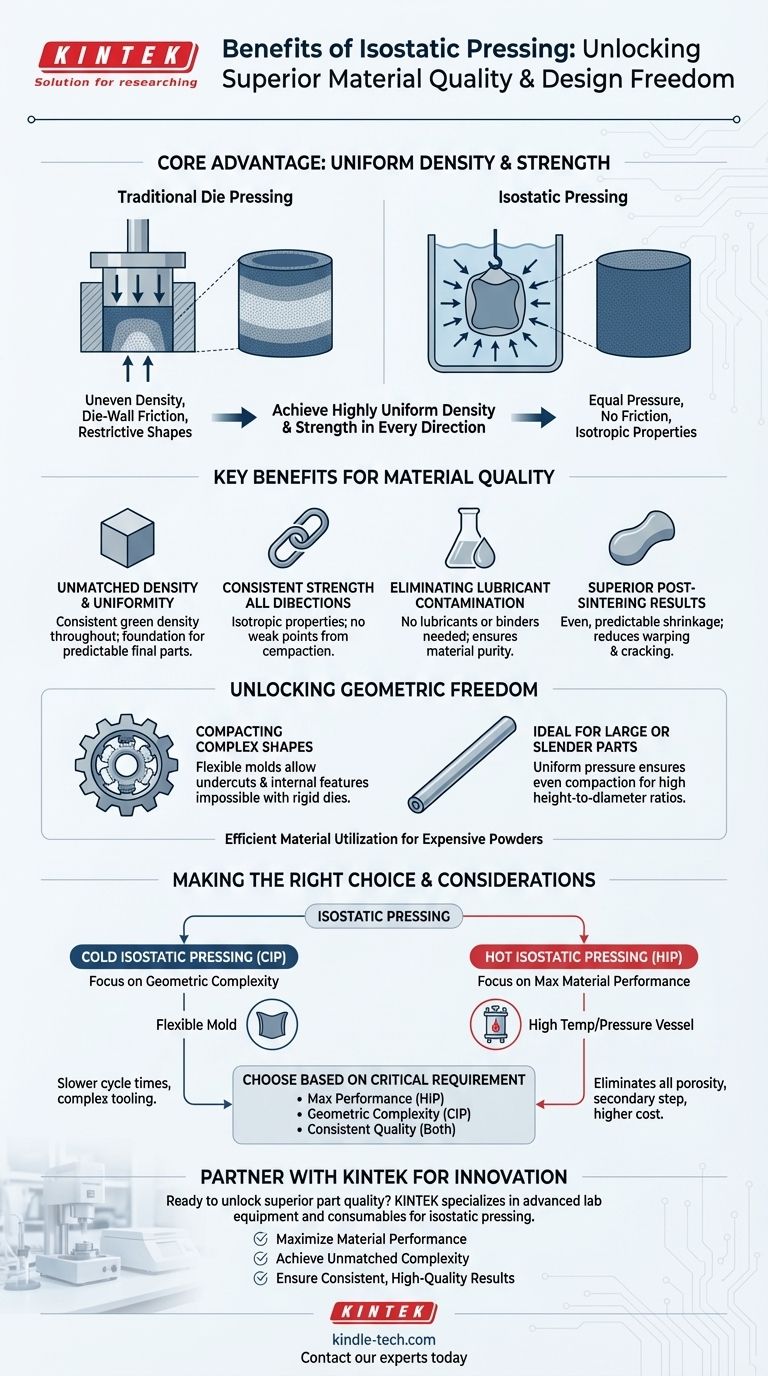
Основное преимущество изостатического прессования — это его способность производить детали с высокой равномерной плотностью и прочностью во всех направлениях. Этот процесс уплотняет порошковые материалы, используя равное давление со всех сторон, преодолевая геометрические и материальные ограничения, присущие традиционным методам одноосного прессования.
Изостатическое прессование решает фундаментальные проблемы традиционного матричного прессования — неравномерную плотность и ограничительные формы — используя давление жидкости для равномерного уплотнения порошков. Это приводит к превосходным свойствам материала и беспрецедентной свободе дизайна.

Фундаментальный принцип: равномерное давление
Уникальные преимущества изостатического прессования проистекают из одной мощной концепции: равномерное приложение давления ко всем поверхностям формируемой детали.
Устранение трения о стенки матрицы
При традиционном одноосном прессовании поршень вдавливает порошок в жесткую матрицу. Трение между порошком и стенками матрицы вызывает изменение плотности: центр детали становится менее плотным, чем области вблизи поршня.
Изостатическое прессование помещает порошок в гибкую форму и погружает ее в жидкость. Поскольку давление передается через жидкость, оно действует перпендикулярно каждой поверхности, полностью устраняя трение о стенки матрицы.
Достижение изотропных свойств
Это равномерное уплотнение приводит к изотропным свойствам материала, что означает, что прочность детали и другие механические характеристики одинаковы независимо от направления, в котором они измеряются.
Ключевые преимущества для качества материала
Качество изостатически прессованной детали неизменно выше, чем то, что может быть достигнуто другими методами порошкового уплотнения.
Непревзойденная плотность и однородность
Равномерно прикладывая давление, процесс достигает гораздо более равномерной плотности прессовки по всему компоненту. Эта консистенция является основой для предсказуемых и надежных конечных деталей.
Постоянная прочность во всех направлениях
Равномерная плотность напрямую приводит к равномерной прочности. Отсутствуют слабые места или внутренние несоответствия, вызванные самим процессом уплотнения.
Устранение загрязнения смазочными материалами
Одноосное прессование часто требует добавления смазочных материалов в порошок для уменьшения трения в матрице. Изостатическое прессование не требует смазочных материалов или восковых связующих, что упрощает производственный процесс, исключая этап "удаления воска" и, что более важно, предотвращает загрязнение конечного материала.
Превосходные результаты после спекания
Поскольку исходная "сырая" деталь настолько однородна, она равномерно и предсказуемо усаживается на заключительном этапе спекания. Это значительно снижает риск деформации, растрескивания или внутренних напряжений.
Раскрытие геометрической свободы
Изостатическое прессование освобождает инженеров от проектных ограничений, налагаемых жесткими матрицами, позволяя создавать новый класс форм компонентов.
Уплотнение сложных форм
Использование гибких эластомерных форм означает, что дизайнеры могут создавать сложные геометрические формы, включая поднутрения и внутренние полости, которые невозможно сформировать или извлечь из жесткой матрицы.
Идеально подходит для крупных или тонких деталей
Процесс отлично подходит для производства деталей с большим соотношением высоты к диаметру. Равномерное давление гарантирует, что даже длинные, тонкие детали уплотняются равномерно от конца до конца.
Эффективное использование материалов
Изостатическое прессование обеспечивает высокоэффективное использование материалов, что является критически важным преимуществом при работе с дорогими или трудноуплотняемыми порошками, такими как керамика, композиты и тугоплавкие металлы.
Понимание компромиссов и соображений
Хотя изостатическое прессование является мощным методом, оно представляет собой специализированную технику со своими особенностями.
Оснастка и время цикла
Гибкие формы, используемые в холодном изостатическом прессовании (ХИП), сложнее, чем простые матрицы, и могут иметь более короткий срок службы. Процесс загрузки, герметизации и разгрузки сосуда высокого давления обычно приводит к увеличению времени цикла по сравнению с высокоскоростным одноосным прессованием.
Горячее изостатическое прессование (ГИП)
Горячее изостатическое прессование (ГИП) часто является вторичным этапом, выполняемым после начального процесса формования. Оно использует высокую температуру и давление для полного устранения любой остаточной пористости в детали, но это значительно увеличивает время и стоимость.
Не универсальная замена
Изостатическое прессование не является прямой заменой для всех потребностей в уплотнении порошков. Оно лучше всего подходит для применений, где производительность материала, равномерная плотность или геометрическая сложность являются основными движущими факторами и оправдывают специфические требования процесса.
Правильный выбор для вашей цели
Выбирайте этот процесс, исходя из наиболее критичного требования к вашему компоненту.
- Если ваша основная цель — максимальная производительность материала: Используйте горячее изостатическое прессование (ГИП) для устранения всей пористости, значительно увеличивая усталостную долговечность, износостойкость и прочность.
- Если ваша основная цель — геометрическая сложность: Холодное изостатическое прессование (ХИП) обеспечивает свободу дизайна для создания сложных форм, невозможных при одноосных методах.
- Если ваша основная цель — постоянное качество деталей: Равномерная плотность от изостатического прессования обеспечивает предсказуемую усадку и изотропную прочность, особенно для крупных или тонких деталей.
Используя свой уникальный метод равномерного уплотнения, изостатическое прессование позволяет достичь уровня качества и сложности дизайна, которые не могут быть достигнуты другими методами.
Сводная таблица:
| Преимущество | Ключевое преимущество | Идеально подходит для |
|---|---|---|
| Равномерная плотность и прочность | Изотропные свойства; постоянные во всех направлениях | Максимальное повышение производительности и надежности материала |
| Геометрическая свобода | Сложные формы, поднутрения, большие соотношения высоты к диаметру | Инновационные конструкции, невозможные с жесткими матрицами |
| Чистота материала | Не требуются смазочные материалы; исключает загрязнение | Высокочистая керамика, композиты и металлы |
| Предсказуемое спекание | Равномерная усадка уменьшает деформацию и растрескивание | Постоянные, высококачественные конечные детали |
Готовы раскрыть превосходное качество деталей и свободу дизайна с помощью изостатического прессования?
В KINTEK мы специализируемся на предоставлении передового лабораторного оборудования и расходных материалов для исследований и разработок материалов. Наш опыт в технологиях изостатического прессования может помочь вам достичь:
- Максимальной производительности материала: Устранение пористости и достижение изотропной прочности.
- Непревзойденной геометрической сложности: Создание сложных форм и крупных, тонких деталей.
- Постоянных, высококачественных результатов: Обеспечение предсказуемого спекания и превосходных конечных деталей.
Пусть KINTEK станет вашим партнером в инновациях. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут удовлетворить ваши конкретные лабораторные потребности и продвинуть ваши проекты вперед.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
Люди также спрашивают
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Почему использование изостатического пресса для зеленых тел LSGM приводит к снижению температуры спекания? Повышение плотности

















