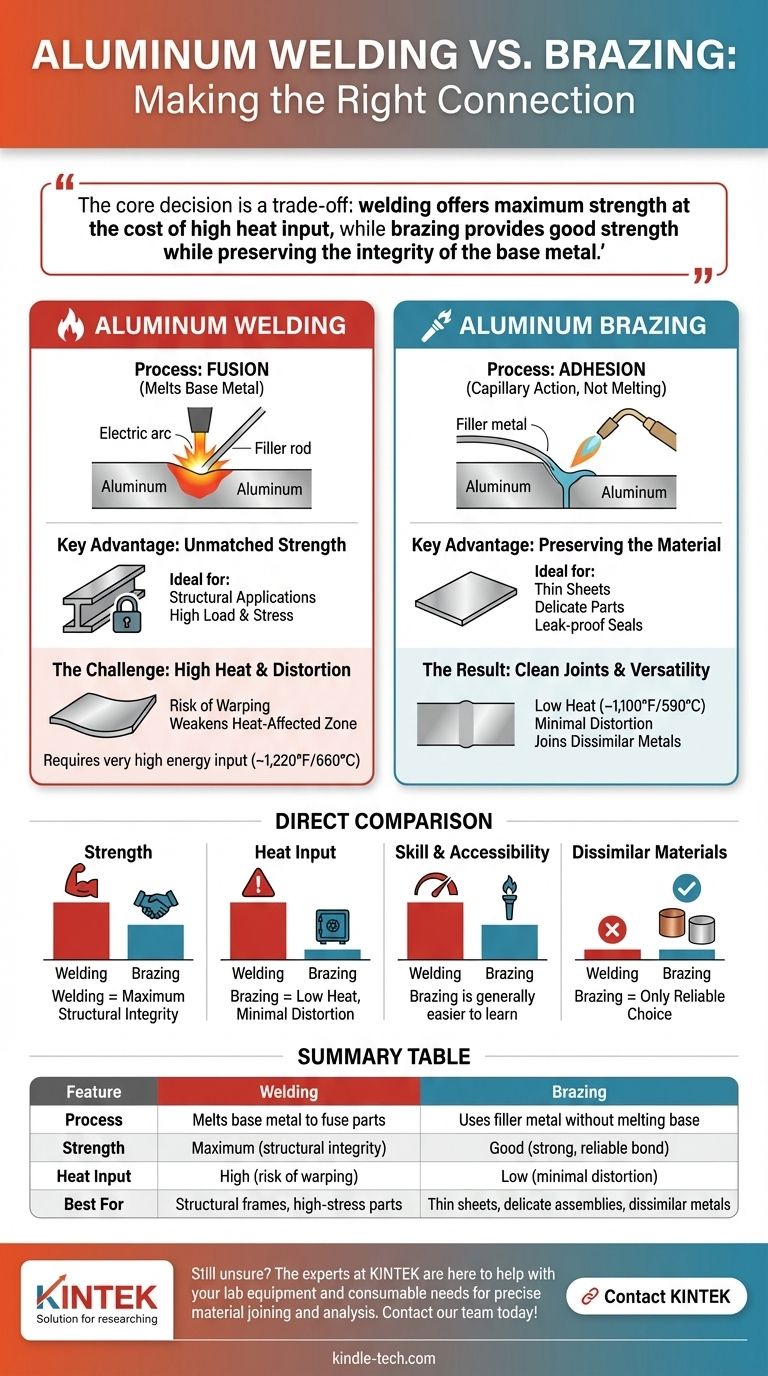
Выбор между сваркой и пайкой алюминия требует понимания фундаментального различия в их работе. Ни один из процессов не является универсально «лучшим». Сварка создает максимально прочное соединение путем сплавления алюминиевых деталей, в то время как пайка использует более низкую температуру для затекания присадочного металла в соединение без плавления самого алюминия, что резко снижает риск деформации.
Основное решение — это компромисс: сварка обеспечивает максимальную прочность ценой высокого подвода тепла, в то время как пайка обеспечивает хорошую прочность, сохраняя при этом целостность основного металла. Ваш конкретный случай применения и толщина материала определят правильный выбор.
Что такое сварка алюминия?
Сварка — это процесс плавления. Цель состоит в том, чтобы несколько частей алюминия вели себя так, как если бы они были единым, непрерывным целым.
Принцип: Сплавление основного металла
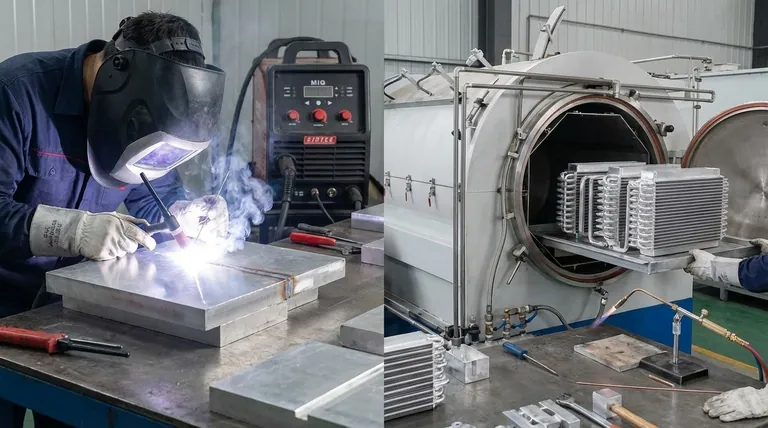
При сварке используется интенсивный источник тепла, такой как электрическая дуга при сварке TIG (вольфрамовым инертным газом) или MIG (активным газом), для расплавления краев свариваемых алюминиевых деталей. Обычно в расплавленную ванну добавляют присадочный пруток или проволоку из совместимого алюминиевого сплава для формирования шва.
Когда эта расплавленная ванна остывает и затвердевает, основной металл и присадочный металл сплавляются в единый гомогенный кусок алюминия.
Ключевое преимущество: непревзойденная прочность
Поскольку соединение становится частью основного материала, правильно выполненный сварной шов исключительно прочен. Во многих случаях сварной шов может быть таким же прочным или даже прочнее, чем исходный алюминий, который он соединяет.
Это делает сварку стандартным выбором для конструкционных применений, где соединение должно выдерживать значительные нагрузки, напряжения или вибрации.
Проблема: Высокий нагрев и деформация
Алюминий обладает очень высокой теплопроводностью, что означает быстрое рассеивание тепла. Это требует очень высокого ввода энергии для достижения температуры плавления около 1220°F (660°C).
Этот интенсивный, локализованный нагрев может легко вызвать коробление или деформацию тонких листов. Он также может негативно повлиять на закалку (твердость после термообработки) алюминия в окружающей области, известной как зона термического влияния (HAZ), потенциально ослабляя материал.
Что такое пайка алюминия?
Пайка — это процесс адгезии и металлургического соединения. Она соединяет металлы, никогда не расплавляя их.
Принцип: Капиллярное действие, а не плавление
При пайке алюминиевые детали нагреваются до температуры, которая выше температуры плавления присадочного металла, но безопасно ниже температуры плавления самого алюминия.
Как только детали достаточно нагреты, присадочный пруток для пайки подносят к соединению. Расплавленный присадочный материал затем втягивается в плотно прилегающий зазор мощным явлением, называемым капиллярным действием. При остывании он образует прочное, постоянное соединение.
Ключевое преимущество: Сохранение материала
Значительно более низкие температуры, используемые при пайке — обычно около 1100°F (590°C) — являются ее величайшим преимуществом. Этот щадящий процесс нагрева практически устраняет риск короблений и деформаций.
Кроме того, он сохраняет исходную закалку и прочность основного алюминиевого металла, поскольку зона термического влияния гораздо менее выражена.
Результат: Чистые соединения и универсальность
Пайка дает исключительно чистые, аккуратные соединения с гладкими галтелями, которые часто не требуют дальнейшей обработки.
Критически важно, что она также очень эффективна для соединения разнородных металлов, таких как алюминий с медью или алюминий со сталью, что часто невозможно при сварке.
Понимание компромиссов: Прямое сравнение
Ваше решение зависит от этих ключевых различий.
Прочность и долговечность
Сварка — явный победитель по чистой прочности. Если вы строите корпус лодки, раму транспортного средства или конструктивную опору, сварка является подходящим выбором. Паяное соединение прочное, но оно зависит от прочности присадочного сплава, а не от сплавления основного металла.
Подвод тепла и деформация
Пайка значительно превосходит по контролю тепла. Если вы работаете с тонкими алюминиевыми листами, хрупкими компонентами или деталями с жесткими допусками (например, в системах ОВКВ), пайка защищает узел от повреждений, вызванных нагревом.
Навыки и доступность
Пайка, как правило, считается более легкой для освоения, чем сварка алюминия TIG. Контроль дуги TIG на алюминии, очистка оксидного слоя и управление теплом требуют значительной практики. Управление горелкой для пайки — это более снисходительный навык для приобретения.
Соединение разнородных материалов
Пайка — единственный надежный выбор для соединения алюминия с большинством других металлов. Процесс плавления при сварке несовместим с металлами, имеющими сильно различающиеся температуры плавления и металлургические свойства.
Принятие правильного решения для вашего применения
Вместо того чтобы спрашивать, что «лучше», спросите, что подходит для вашей цели.
- Если ваш основной фокус — максимальная структурная целостность: Выбирайте сварку (TIG для точности, MIG для скорости), чтобы создать максимально прочное сплавленное соединение.
- Если ваш основной фокус — минимизация деформации на тонких или хрупких деталях: Выбирайте пайку, чтобы защитить основной металл от разрушительного воздействия высоких температур.
- Если ваш основной фокус — создание герметичного уплотнения в сложной сборке: Пайка обеспечивает отличное заполнение шва и чистые галтели, идеально подходящие для труб, резервуаров или гидравлических систем.
- Если ваш основной фокус — соединение алюминия с другим металлом: Пайка — это правильный, а зачастую и единственный жизнеспособный метод для этой работы.
Сопоставляя процесс с требованиями проекта, вы обеспечиваете успешный и надежный результат.
Сводная таблица:
| Характеристика | Сварка | Пайка |
|---|---|---|
| Процесс | Плавление основного металла для сплавления деталей | Использование присадочного металла без плавления основы |
| Прочность | Максимальная (структурная целостность) | Хорошая (прочное, надежное соединение) |
| Подвод тепла | Высокий (риск короблений) | Низкий (минимальная деформация) |
| Лучше всего подходит для | Конструкционные рамы, детали с высокими нагрузками | Тонкие листы, хрупкие узлы, разнородные металлы |
Все еще не уверены, какой процесс подходит для вашего проекта с алюминием? Эксперты KINTEK готовы помочь. Мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, необходимых для точного соединения и анализа материалов. Независимо от того, работаете ли вы над конструктивными компонентами или хрупкими узлами, мы можем направить вас к правильному решению. Свяжитесь с нашей командой сегодня, чтобы обсудить ваше конкретное применение и обеспечить успешный результат.
Визуальное руководство