Говоря прямо: компрессионное формование, как правило, считается более медленным процессом в пересчете на одну деталь по сравнению с методами высокообъемного производства, такими как литьевое формование. Время цикла измеряется минутами, а не секундами. Однако эта точка зрения неполна, поскольку его более простые требования к оснастке могут значительно сократить общие сроки проекта от проектирования до первого производственного цикла.
Скорость компрессионного формования обманчива. Хотя время цикла отдельной детали дольше, более быстрая и менее дорогая оснастка может сделать его самым быстрым путем на рынок для мелко- и среднесерийного производства, особенно для крупногабаритных деталей или специальных композитных материалов.

Что определяет скорость компрессионного формования?
Чтобы понять скорость процесса, необходимо сначала изучить его основные этапы. Общее время цикла представляет собой сумму нескольких отдельных, часто ручных, стадий.
Основные этапы процесса
Цикл начинается с размещения отмеренного количества формовочного материала, известного как загрузка или преформа, в нагретую нижнюю половину полости формы.
Затем форма закрывается, прикладывается огромное давление, которое заставляет материал заполнить всю полость. Сочетание тепла и давления поддерживается в течение определенного времени.
Ключевая роль времени отверждения
Этот период выдержки, известный как время отверждения, обычно является самой продолжительной частью цикла. В течение этой фазы термореактивные материалы (такие как каучуки или фенольные смолы) претерпевают химическую реакцию сшивки, что приводит к их необратимому затвердеванию.
В отличие от быстрого охлаждения термопластов при литьевом формовании, это химическое отверждение является процессом, зависящим от времени, который нельзя ускорить без ущерба для структурной целостности детали.
Тип материала и толщина детали
Требуемое время отверждения сильно зависит от двух факторов: используемого материала и толщины поперечного сечения детали.
Более толстым деталям требуется больше времени на отверждение, чтобы гарантировать, что сердцевина компонента достигнет необходимой температуры и полностью отвердеет. Различные материалы также имеют внутренне разные характеристики отверждения.
Сравнение времени цикла: компрессионное против литьевого формования
Наиболее частым объектом сравнения скорости является литьевое формование. Оба процесса служат разным потребностям и преуспевают в различных производственных сценариях.
Преимущество литьевого формования: автоматизация и скорость
Литьевое формование — это высокоавтоматизированный процесс, предназначенный для массового производства. Расплавленный пластик впрыскивается в форму под высоким давлением, быстро охлаждается и затем автоматически извлекается.
Время цикла литьевого формования невероятно короткое, часто составляет от 15 до 60 секунд. Это делает его непревзойденным для производства миллионов одинаковых деталей при очень низкой стоимости за единицу.
Ниша компрессионного формования: простота и материалы
Циклы компрессионного формования намного длиннее, обычно от 1 до 6 минут, и могут быть еще дольше для очень больших или толстых компонентов.
Однако этот метод превосходен для формования материалов, которые трудно или невозможно формовать литьем, таких как высоковолокнистые композиты (SMC/BMC), ПТФЭ и различные термореактивные каучуки.
Понимание компромиссов: скорость детали против скорости проекта
Сосредоточение внимания только на времени цикла на деталь упускает из виду критически важную часть производственного уравнения: время и затраты, необходимые для начала работы.
Сроки изготовления оснастки
Именно здесь компрессионное формование часто имеет значительное преимущество. Формы проще, поскольку им не требуются сложные литниковые каналы, впускные отверстия и каналы охлаждения, присущие литьевым формам.
Компрессионную форму часто можно спроектировать и изготовить за 6–8 недель. Сложная литьевая форма может легко потребовать 12–20 недель или больше, что представляет собой серьезную задержку в выводе продукта на рынок.
Стоимость за единицу при объеме
Первоначальные инвестиции в литьевую форму значительно выше. Эти затраты оправданы, когда они распределяются на сотни тысяч или миллионы деталей.
Для меньших объемов (например, от 500 до 20 000 единиц) высокая стоимость оснастки для литьевого формования может сделать стоимость за единицу непомерно высокой. Более низкая стоимость оснастки для компрессионного формования делает его гораздо более экономичным для этих производственных партий.
Геометрия и размер детали
Компрессионное формование исключительно подходит для изготовления крупногабаритных, относительно простых деталей, таких как автомобильные кузовные панели, электрические корпуса или большие прокладки. Мягкое, равномерное давление идеально подходит для таких геометрий.
Литьевое формование, напротив, является лучшим выбором для мелких, сложных деталей с замысловатыми элементами и жесткими допусками.
Сделайте правильный выбор для вашей цели
«Самый быстрый» процесс — это тот, который наилучшим образом соответствует вашим конкретным требованиям к проекту, от объема и материала до бюджета и времени выхода на рынок.
- Если ваша основная цель — высокообъемное производство (более 100 000 единиц) термопластичных деталей: время цикла литьевого формования менее минуты — явный победитель для достижения самой низкой стоимости за деталь.
- Если ваша основная цель — быстрый запуск или мелко- и среднесерийное производство (менее 20 000 единиц): более короткие сроки изготовления оснастки для компрессионного формования могут вывести ваш продукт на рынок быстрее и экономичнее.
- Если ваша основная цель — использование специальных термореактивных материалов или высоковолокнистых композитов: компрессионное формование часто является единственным жизнеспособным процессом, что делает его время цикла необходимым параметром при работе с этими передовыми материалами.
В конечном счете, рассмотрение скорости через призму общего графика проекта — от первоначальной оснастки до конечной детали — является ключом к выбору наиболее эффективного процесса.
Сводная таблица:
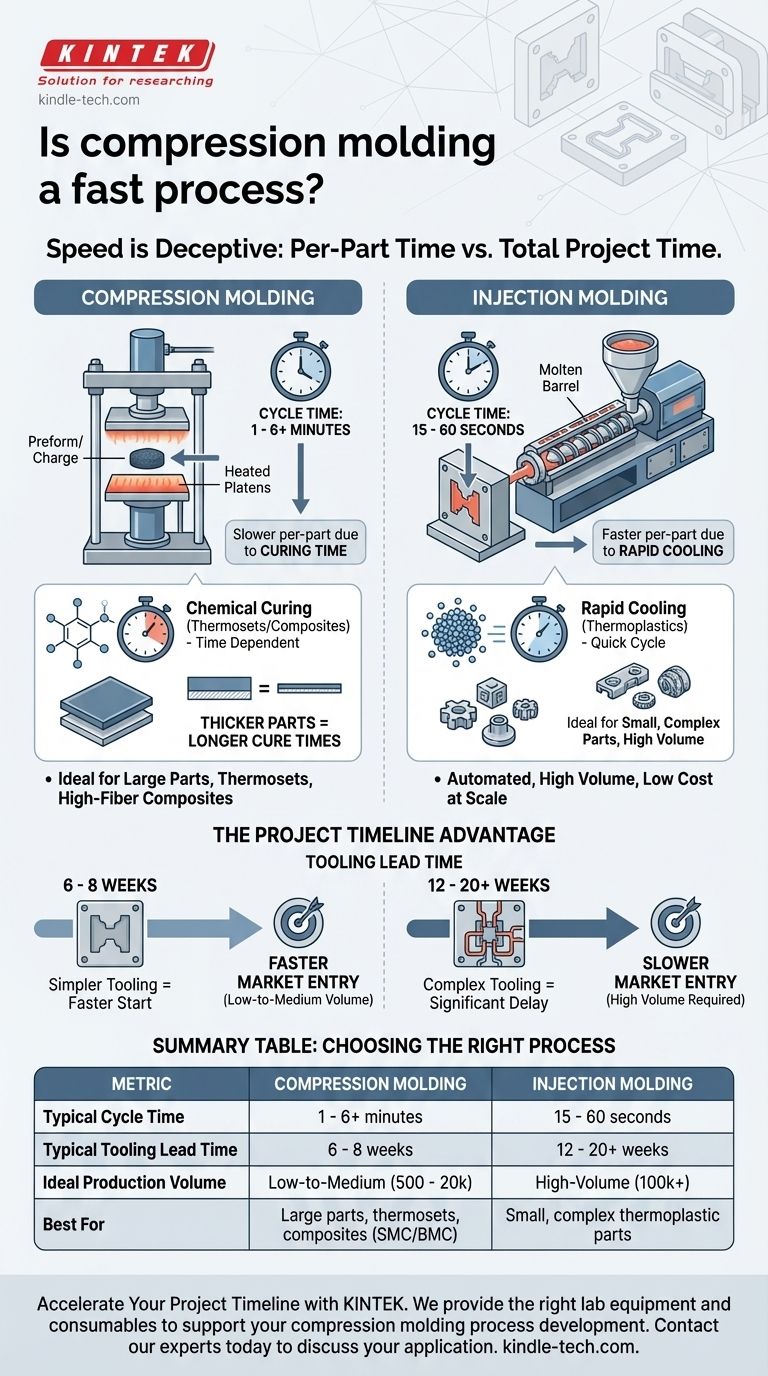
| Показатель | Компрессионное формование | Литьевое формование |
|---|---|---|
| Типичное время цикла | 1 - 6+ минут | 15 - 60 секунд |
| Типичный срок изготовления оснастки | 6 - 8 недель | 12 - 20+ недель |
| Идеальный объем производства | Низкий-средний (500 - 20 000 единиц) | Высокий объем (100 000+ единиц) |
| Лучше всего подходит для | Крупногабаритные детали, термореактивные материалы, композиты (SMC/BMC) | Мелкие, сложные термопластичные детали |
Вам необходимо быстрее вывести свое мелко- и среднесерийное производство на рынок?
В KINTEK мы специализируемся на предоставлении необходимого лабораторного оборудования и расходных материалов для поддержки ваших испытаний материалов и разработки процессов для компрессионного формования. Независимо от того, работаете ли вы с передовыми композитами, каучуками или термореактивными материалами, наши решения помогут вам оптимизировать время отверждения и обеспечить качество деталей.
Давайте вместе ускорим график вашего проекта. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваше конкретное применение и то, как мы можем удовлетворить потребности вашей лаборатории.
Визуальное руководство
Связанные товары
- Пресс-формы для изостатического прессования для лаборатории
- Пресс-форма для шариков для лаборатории
- Круглая двунаправленная пресс-форма для лаборатории
- Лабораторная пресс-форма для таблетирования порошка в пластиковом кольце XRF & KBR для ИК-Фурье
- Лабораторная пресс-форма для таблеток из борной кислоты для рентгенофлуоресцентного анализа
Люди также спрашивают
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Каковы области применения технологии изостатического прессования? Достижение превосходной плотности и однородности материала
- Насколько велик рынок изостатического прессования? Глубокий анализ рынка стоимостью более 1,2 миллиарда долларов как фактора развития передового производства
- Каково назначение специализированных устройств давления в твердотельных сульфидных батареях? Обеспечение хемомеханической стабильности
- Как использовать пресс-форму? Освойте искусство создания однородных керамических форм



















