Да, пайка алюминия со сталью достижима, но это сложный процесс, требующий специальных методов. В отличие от пайки однородных металлов, соединение алюминия и стали требует тщательного управления их принципиально разными свойствами для предотвращения образования слабого, хрупкого соединения. Успех зависит от контроля взаимодействия между двумя материалами на атомном уровне.
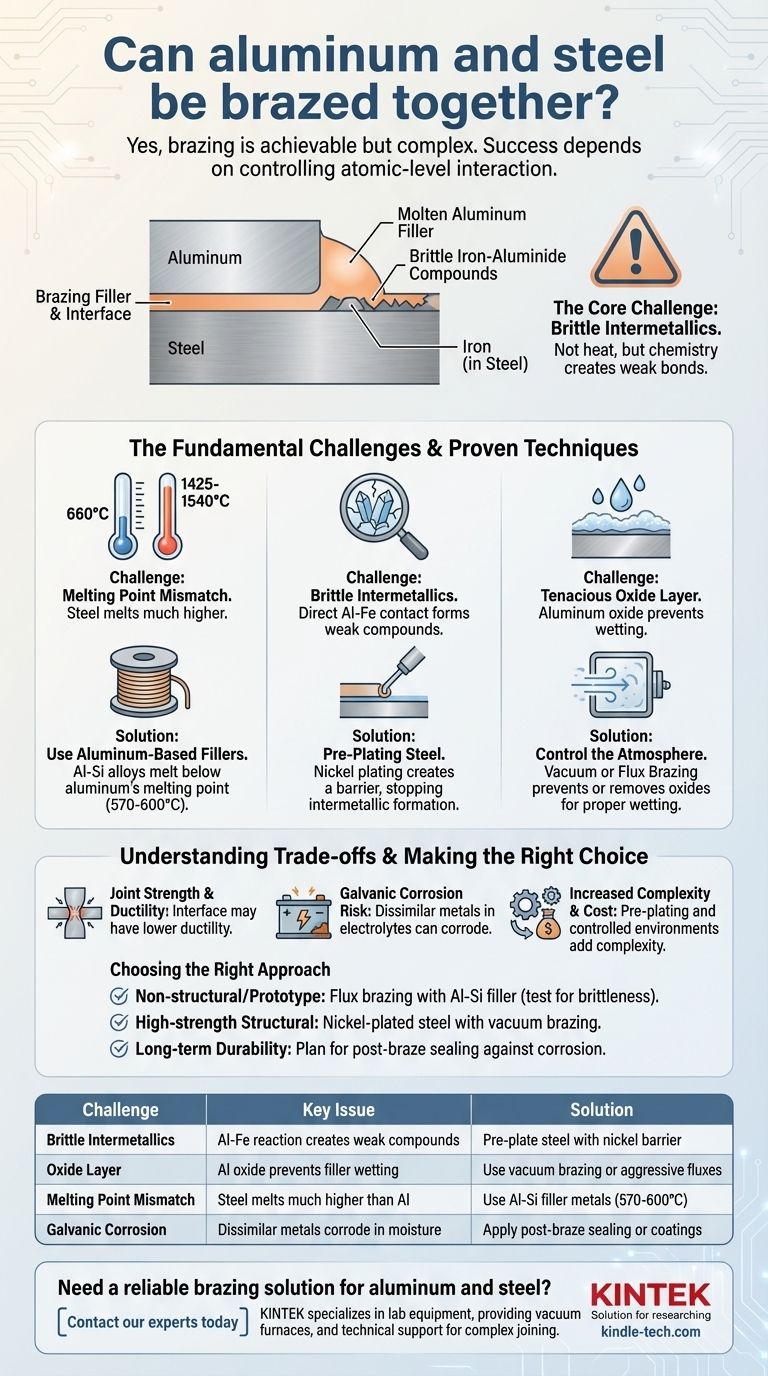
Основная проблема при пайке алюминия со сталью заключается не в нагреве, а в химии. Прямой контакт между расплавленным алюминиевым припоем и сталью создает хрупкие железоалюминидные соединения. Решение заключается в использовании специализированных припоев на основе алюминия и создании барьера, часто путем предварительного покрытия стали, чтобы предотвратить эту разрушительную реакцию.
Основная проблема: почему это соединение трудно
Успешное соединение этих двух металлов требует глубокого понимания того, почему они естественным образом сопротивляются образованию прочного соединения. В игре три основных фактора.
Несоответствие температур плавления
Сталь плавится при гораздо более высокой температуре (около 1425-1540°C или 2600-2800°F), чем алюминий (около 660°C или 1220°F).
Это означает, что процесс пайки должен происходить ниже температуры плавления алюминия. Следовательно, вы должны использовать присадочный металл, обычно алюминиево-кремниевый сплав, который плавится при еще более низкой температуре.
Проблема хрупких интерметаллидов
Это наиболее критическое металлургическое препятствие. Когда расплавленный алюминий вступает в прямой контакт с железом (основным компонентом стали), они реагируют, образуя железоалюминидные интерметаллические соединения.
Эти соединения чрезвычайно тверды и хрупки. Толстый интерметаллический слой в соединении действует как место зарождения трещин, что приводит к катастрофическому разрушению даже при незначительном напряжении или вибрации.
Упорный оксидный слой
Алюминий мгновенно образует на своей поверхности прочный, прозрачный слой оксида алюминия (Al₂O₃). Этот оксид имеет очень высокую температуру плавления и препятствует "смачиванию" или связыванию припоя с основным металлом.
Сталь также окисляется, но слой оксида алюминия особенно стоек. Преодоление его требует либо агрессивных химических флюсов, либо контролируемой атмосферы, такой как вакуум, чтобы предотвратить его образование в первую очередь.
Проверенные методы для успешного соединения
Инженеры разработали несколько эффективных стратегий для преодоления проблем соединения алюминия и стали. Эти методы сосредоточены на контроле химии и окружающей среды соединения.
Использование припоев на основе алюминия
Выбор присадочного металла не подлежит обсуждению. Вы должны использовать паяльный сплав с температурой плавления ниже, чем у алюминия.
Наиболее распространенным выбором является алюминиево-кремниевый (Al-Si) присадочный металл. Эти сплавы предназначены для текучести при температурах от 570 до 600°C, что безопасно ниже точки плавления основного алюминиевого металла.
Предварительное покрытие поверхности стали
Наиболее надежный метод предотвращения хрупких интерметаллидов — создание барьера. Это часто делается путем предварительного покрытия стального компонента более совместимым металлом, таким как никель.
Затем алюминиевый припой связывается с никелевым покрытием вместо железа. Никелевый слой действует как диффузионный барьер, физически разделяя алюминий и железо и останавливая образование хрупких соединений.
Контроль атмосферы пайки
Для борьбы с стойким слоем оксида алюминия пайка должна производиться в контролируемой среде.
Вакуумная пайка очень эффективна, так как удаление кислорода предотвращает образование оксидов на обоих металлах. В качестве альтернативы, пайка с флюсом использует агрессивные химические флюсы для растворения оксидного слоя, позволяя припою правильно смачивать и растекаться по соединению. Автоматические паяльные машины часто предназначены для точного управления этими контролируемыми средами.
Понимание компромиссов и ограничений
Хотя прочное соединение возможно, крайне важно осознавать потенциальные компромиссы и риски, связанные с любым соединением алюминия со сталью.
Прочность и пластичность соединения
Даже при идеальном выполнении паяное соединение алюминия со сталью может не обладать такой же пластичностью, как соединение между однородными металлами. Интерфейс между разнородными материалами всегда будет потенциальной точкой концентрации напряжений.
Риск гальванической коррозии
Когда два разных металла, такие как алюминий и сталь, находятся в электрическом контакте в присутствии электролита (например, влажности или дождевой воды), создается гальванический элемент.
Это приводит к гальванической коррозии, при которой более активный металл (алюминий) корродирует с ускоренной скоростью. Со временем это может ухудшить целостность соединения, особенно в суровых условиях.
Повышенная сложность и стоимость
Необходимость предварительного покрытия, специализированных припоев и печей с контролируемой атмосферой делает пайку алюминия со сталью значительно более сложной и дорогостоящей, чем обычная пайка стали со сталью.
Правильный выбор для вашего применения
Выбор правильного подхода полностью зависит от требований вашего конкретного проекта.
- Если ваша основная задача — неструктурное соединение или прототип: Тщательно выполненный процесс пайки с флюсом с использованием припоя Al-Si может быть достаточным, но вы должны тщательно проверить соединение на хрупкость.
- Если ваша основная задача — высокая прочность конструкции: Использование никелированного стального компонента в сочетании с вакуумной пайкой является наиболее надежным и проверенным методом обеспечения целостности соединения.
- Если ваша основная задача — долговечность в агрессивной среде: Вы должны планировать послепаечное уплотнение или покрытие для защиты соединения от влаги и снижения неизбежного риска гальванической коррозии.
Понимая уникальные металлургические проблемы и целенаправленно выбирая правильный процесс, вы можете успешно создать надежное соединение между алюминием и сталью.
Сводная таблица:
| Проблема | Ключевая проблема | Решение |
|---|---|---|
| Хрупкие интерметаллиды | Расплавленный алюминий реагирует с железом, образуя слабые соединения | Предварительно никелировать сталь для создания барьера |
| Оксидный слой | Твердый оксид алюминия препятствует смачиванию припоем | Использовать вакуумную пайку или агрессивные флюсы |
| Несоответствие температур плавления | Сталь плавится при гораздо более высоких температурах, чем алюминий | Использовать припои Al-Si (температура плавления 570-600°C) |
| Гальваническая коррозия | Разнородные металлы корродируют при воздействии влаги | Применять послепаечное уплотнение или защитные покрытия |
Нужно надежное решение для пайки алюминия и стали?
Пайка разнородных металлов требует точного оборудования и экспертных знаний. KINTEK специализируется на лабораторном оборудовании и расходных материалах, предоставляя вакуумные печи, системы с контролируемой атмосферой и техническую поддержку, необходимые для сложных процессов соединения. Наши решения помогают вам достичь прочных, долговечных соединений, минимизируя риск хрупких интерметаллидов и коррозии.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем оптимизировать ваш процесс пайки для применений алюминий-сталь!
Визуальное руководство
Связанные товары
Люди также спрашивают
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
