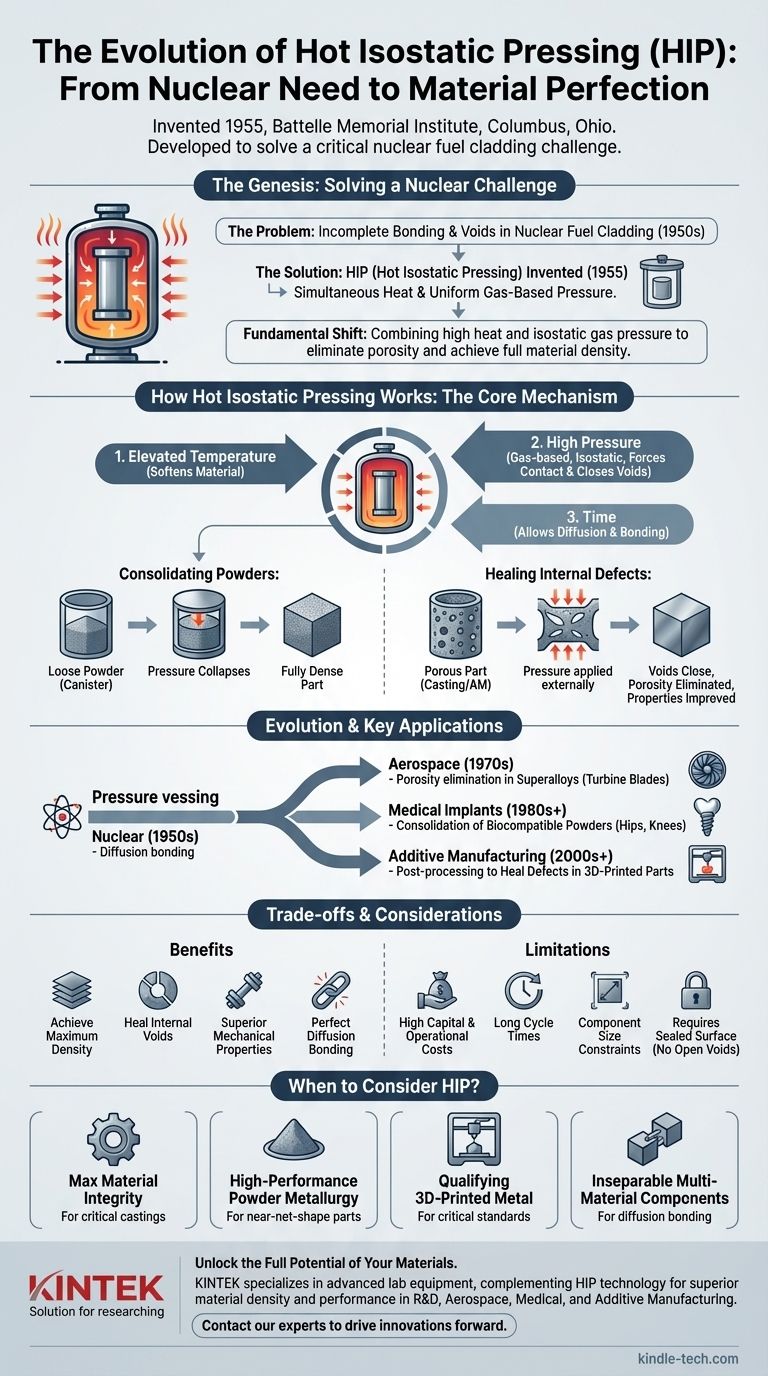
Изобретенное в середине 1950-х годов, горячее изостатическое прессование (ГИП) было официально разработано в 1955 году исследователями из Мемориального института Баттелла в Колумбусе, штат Огайо. Эта технология была создана не для общего производства, а для решения весьма специфической и критической задачи в ядерной промышленности: диффузионного связывания защитной оболочки с ядерными топливными элементами.
Изобретение горячего изостатического прессования стало фундаментальным сдвигом в обработке материалов. Сочетание высокой температуры с равномерным газовым давлением позволило устранить внутреннюю пористость и достичь полной плотности материала, создавая детали с превосходными механическими свойствами, которые ранее были недостижимы.

Зарождение ГИП: решение ядерной проблемы
Первоначальная проблема, для решения которой был разработан ГИП, имела чрезвычайно серьезные последствия. В ядерном реакторе идеальный контакт между урановым топливом и его защитной оболочкой необходим для эффективной теплопередачи и безопасности.
Проблема неполного связывания
Традиционные методы связывания или облицовки материалов часто оставляли микроскопические пустоты или области неполного контакта. В ядерной среде эти крошечные зазоры препятствовали бы теплопередаче, что приводило к опасным горячим точкам и потенциальному отказу топлива.
Инновация Баттелла
Команда Баттелла разработала новый подход. Они предложили поместить компоненты в герметичный сосуд, нагреть их до высокой температуры ниже точки плавления и одновременно подать в сосуд инертный газ под высоким давлением.
«Изостатический» прорыв
Ключевым моментом было использование газа (обычно аргона) в качестве среды, передающей давление. В отличие от механического пресса, который прикладывает силу в одном направлении, газ оказывал равномерное, или «изостатическое», давление на компонент со всех сторон. Это заставляло два материала вступать в тесный, атомно-атомный контакт, создавая идеальное металлургическое соединение без каких-либо пустот.
Как принципиально работает горячее изостатическое прессование
Процесс представляет собой точное взаимодействие трех критических параметров, каждый из которых контролируется в специализированном сосуде высокого давления. Эта комбинация позволяет ГИП принципиально изменять внутреннюю структуру материала.
Три ключевых параметра
Основой процесса ГИП является одновременное применение повышенной температуры, высокого давления и времени. Температура размягчает материал, делая его пластичным, а давление обеспечивает движущую силу для закрытия внутренних пустот.
Консолидация порошков
Одно из наиболее распространенных применений ГИП — в порошковой металлургии. Металлический порошок запечатывается в контейнер, имеющий форму конечной детали. Во время цикла ГИП давление разрушает контейнер и консолидирует порошок в полностью плотную, твердую деталь со свойствами, часто соответствующими или превосходящими свойства кованых материалов.
Устранение внутренних дефектов
ГИП также широко используется в качестве процесса «залечивания» для деталей, изготовленных другими методами, такими как литье или аддитивное производство (3D-печать). Внешнее давление закрывает внутреннюю газовую пористость, микроусадочные раковины и пустоты, значительно улучшая усталостную долговечность и пластичность.
Понимание компромиссов и ограничений
Хотя ГИП является мощным инструментом, это не универсальное решение. Его применение связано со значительными затратами и технологическими соображениями, которые необходимо сопоставлять с его преимуществами.
Высокие капитальные и эксплуатационные затраты
Системы ГИП — это дорогие специализированные сосуды высокого давления, требующие значительной инфраструктуры для работы с газом и обеспечения безопасности. Эти высокие капитальные затраты делают процесс более дорогим, чем обычные термические обработки.
Длительное время цикла
Типичный цикл ГИП, включающий нагрев, выдержку при температуре и давлении, а также охлаждение, может занимать много часов. Этот характер пакетной обработки может стать узким местом в условиях крупносерийного производства.
Ограничения по размеру компонентов
Размер детали, которую можно обработать, ограничен внутренними размерами «горячей зоны» сосуда ГИП. Хотя существуют очень большие установки ГИП, они редки и чрезвычайно дороги в эксплуатации.
Требуется герметичная поверхность
Для устранения дефектов в существующей детали внутренняя пористость не должна быть связана с поверхностью. Если пустота открыта наружу, давление внутри и снаружи пустоты выровняется, и она не разрушится.
Эволюция за пределы первоначального назначения
От своей нишевой ядерной области применения ГИП превратился в незаменимый процесс для производства самых требовательных компонентов в многочисленных высокотехнологичных отраслях.
Аэрокосмические суперсплавы
ГИП стал незаменимым для аэрокосмической промышленности в 1970-х годах. Он используется для устранения пористости в литых компонентах из никелевых суперсплавов, таких как лопатки турбин реактивных двигателей, обеспечивая их способность выдерживать экстремальные температуры и напряжения.
Медицинские имплантаты
Процесс имеет решающее значение для производства высокопрочных, устойчивых к усталости медицинских имплантатов, таких как искусственные тазобедренные и коленные суставы. Он консолидирует порошки титана или кобальт-хрома в прочные, биосовместимые конечные детали.
Аддитивное производство (3D-печать)
В последнее время ГИП стал жизненно важным этапом постобработки для 3D-печати металлом. Он удаляет присущую напечатанным деталям пористость, превращая их в полностью плотные компоненты, пригодные для критически важных, несущих нагрузку применений.
Когда следует рассматривать горячее изостатическое прессование
Решение об использовании ГИП должно быть обусловлено четкими требованиями к производительности, которые не могут быть удовлетворены другими процессами.
- Если ваша основная цель — достижение максимальной целостности материала: Используйте ГИП для устранения внутренних пустот в критически важных отливках, значительно улучшая усталостную долговечность и механическую надежность.
- Если ваша основная цель — производство высокопроизводительных деталей порошковой металлургии: Используйте ГИП для консолидации металлических порошков в полностью плотный компонент, близкий к конечной форме, со свойствами, эквивалентными свойствам деформированных материалов.
- Если ваша основная цель — квалификация 3D-печатного металла для критического использования: Применяйте ГИП в качестве важного этапа постобработки для удаления внутренних дефектов и обеспечения соответствия детали строгим аэрокосмическим или медицинским стандартам.
- Если ваша основная цель — создание неразъемных многокомпонентных деталей: Используйте первоначальную сильную сторону ГИП в диффузионном связывании для создания идеального металлургического соединения между разнородными материалами.
В конечном итоге, горячее изостатическое прессование — это окончательный инструмент для достижения теоретически максимальной плотности и производительности, заложенных в ваших передовых материалах.
Сводная таблица:
| Ключевая веха | Год | Основное применение |
|---|---|---|
| Официальное изобретение в Мемориальном институте Баттелла | 1955 | Диффузионное связывание для ядерных топливных элементов |
| Принятие аэрокосмической промышленностью | 1970-е | Устранение пористости в отливках из суперсплавов (например, лопатки турбин) |
| Критически важно для медицинских имплантатов | 1980-е+ | Консолидация порошков титана/кобальт-хрома |
| Жизненно важно для аддитивного производства | 2000-е+ | Постобработка для устранения дефектов в 3D-печатных металлических деталях |
Готовы раскрыть весь потенциал ваших материалов с помощью горячего изостатического прессования?
KINTEK специализируется на предоставлении передового лабораторного оборудования и расходных материалов, включая решения для испытаний и обработки материалов, которые дополняют технологию ГИП. Независимо от того, работаете ли вы в области исследований и разработок, аэрокосмической промышленности, производства медицинского оборудования или аддитивного производства, наш опыт поможет вам достичь превосходной плотности и производительности материалов.
Свяжитесь с нашими экспертами сегодня через нашу Контактную форму, чтобы обсудить, как KINTEK может поддержать специфические потребности вашей лаборатории и способствовать вашим инновациям.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Каков принцип горячего изостатического прессования? Достижение 100% плотности и превосходных характеристик
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?

















