При выборе флюса для пайки твердым припоем критически важными критериями являются его совместимость с вашими основными металлами, сплавом присадочного металла и требуемой температурой пайки. Флюс должен быть достаточно химически активным, чтобы очищать конкретные металлы, которые вы соединяете, и должен правильно функционировать в температурном диапазоне, где ваш присадочный металл становится жидким и течет.
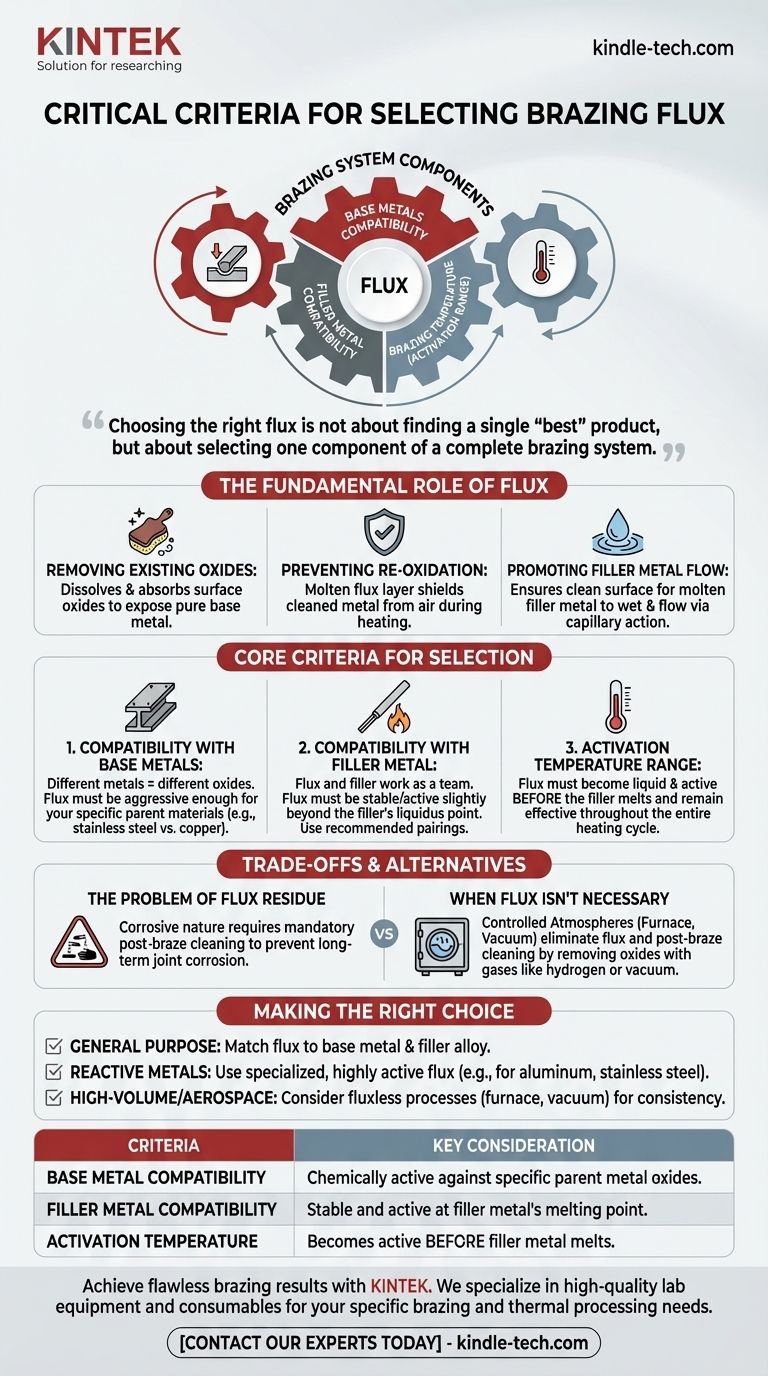
Выбор правильного флюса — это не поиск единственного «лучшего» продукта, а выбор одного компонента полной системы пайки. Основная задача флюса — обеспечить химически чистую поверхность при точной температуре, необходимой вашему присадочному металлу для создания прочного, постоянного соединения.

Фундаментальная роль флюса в пайке твердым припоем
Чтобы выбрать флюс, вы должны сначала понять его назначение. Флюс — это агрессивный химический агент, который выполняет несколько критически важных функций во время процесса нагрева для обеспечения успешного паяного соединения.
Удаление существующих оксидов
Все металлы, даже если они кажутся чистыми, имеют слой оксида металла на своей поверхности. Флюс содержит химические вещества, которые растворяют и поглощают эти оксиды, обнажая чистый основной металл.
Предотвращение повторного окисления
По мере нагревания деталей скорость окисления значительно возрастает. Слой расплавленного флюса защищает очищенный основной металл от окружающего воздуха, предотвращая образование новых, стойких оксидов при температуре пайки.
Содействие растеканию присадочного металла
Создавая идеально чистую и защищенную поверхность, флюс позволяет расплавленному присадочному металлу «смачивать» основные металлы. Это смачивающее действие позволяет капиллярному действию втягивать присадочный металл глубоко в соединение для максимальной прочности.
Основные критерии выбора флюса
Имея четкое представление о его роли, вы теперь можете оценить флюс на основе трех основных технических критериев.
Совместимость с основными металлами
Различные металлы образуют различные типы оксидов. Флюс, разработанный для меди и латуни, не будет достаточно агрессивным, чтобы удалить прочный слой оксида хрома на нержавеющей стали. Вы должны выбрать флюс, специально разработанный для борьбы с оксидами ваших исходных материалов.
Совместимость с присадочным металлом
Флюс и присадочные металлы разработаны для совместной работы. Флюс должен оставаться стабильным и активным вплоть до, и немного выше, температуры ликвидуса (точки текучести) вашего конкретного паяльного сплава. По этой причине производители часто рекомендуют или продают конкретные пары флюс-сплав.
Диапазон температур активации
Каждый флюс имеет активный температурный диапазон. Он должен стать жидким и начать очищать металл до того, как расплавится присадочный сплав. Он также должен оставаться эффективным на протяжении всего цикла нагрева, не разрушаясь и не истощаясь слишком рано.
Понимание компромиссов и альтернатив
Химический флюс, хотя и необходим для многих применений, не является универсальным решением. Понимание его ограничений является ключом к принятию экспертного решения.
Проблема остатков флюса
Химические вещества, которые делают флюс эффективным, по своей природе являются коррозионными. После пайки любые остатки флюса могут поглощать влагу из воздуха и активно корродировать готовое соединение и основные металлы со временем. Послепаяльная очистка не является необязательной; это обязательный этап процесса.
Когда флюс не нужен: контролируемые атмосферы
Во многих крупносерийных или высокочистых применениях флюс полностью исключается. Такие процессы, как печная пайка или вакуумная пайка, заменяют химический флюс тщательно контролируемой атмосферой.
Газы, такие как водород, или отсутствие атмосферы в вакууме, выполняют ту же функцию, что и флюс: они удаляют и предотвращают образование оксидов. Это устраняет необходимость в послепаяльной очистке, что приводит к более чистым соединениям и часто к более оптимизированному производственному процессу.
Правильный выбор для вашего применения
Используйте свою конкретную цель, чтобы определить окончательный выбор.
- Если ваша основная задача — универсальная пайка горелкой: Выберите флюс, который явно соответствует производителем как вашему основному металлу (например, сталь, медь), так и конкретному присадочному сплаву, который вы используете.
- Если ваша основная задача — соединение реактивных металлов, таких как алюминий или нержавеющая сталь: Вы должны использовать специализированный, высокоактивный флюс, разработанный для этих конкретных металлов, так как стандартные флюсы не справятся.
- Если ваша основная задача — крупносерийное производство или качество аэрокосмического класса: Изучите бесфлюсовые процессы, такие как печная или вакуумная пайка, чтобы повысить стабильность и исключить затраты и риски послепаяльной очистки.
Рассматривая флюс как критически важный компонент всей системы пайки, вы обеспечиваете прочные, надежные и долговечные соединения для вашего применения.
Сводная таблица:
| Критерий | Ключевое соображение |
|---|---|
| Совместимость с основным металлом | Флюс должен быть химически активным по отношению к специфическим оксидам исходных металлов (например, нержавеющая сталь требует более сильного флюса, чем медь). |
| Совместимость с присадочным металлом | Флюс должен оставаться стабильным и активным при температуре плавления присадочного металла; используйте рекомендованные производителем пары. |
| Температура активации | Флюс должен стать активным до того, как расплавится присадочный металл, и оставаться эффективным на протяжении всего цикла нагрева. |
Добейтесь безупречных результатов пайки с помощью правильного оборудования и расходных материалов.
Выбор правильного флюса — это лишь одна часть успешной операции пайки. KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов, адаптированных к вашим конкретным потребностям в пайке и термической обработке. Независимо от того, работаете ли вы над НИОКР, контролем качества или производством, наш опыт гарантирует, что у вас есть правильные инструменты для прочных, надежных соединений.
Позвольте нам помочь вам оптимизировать ваш процесс. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши требования к применению!
Визуальное руководство
Связанные товары
Люди также спрашивают
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
