Температура, необходимая для формования пластика, не является фиксированной величиной; она сильно варьируется примерно от 100°C (212°F) до более чем 370°C (700°F). Точная температура полностью зависит от конкретного типа используемого пластика, производственного процесса (например, литье под давлением или 3D-печать) и желаемых свойств конечного продукта. Каждый полимер имеет уникальное технологическое окно, которое необходимо соблюдать для достижения успешного результата.
Основной принцип заключается в том, что у каждого пластика есть определенное «технологическое окно» — температурный диапазон, при котором он достаточно текуч, чтобы ему можно было придать форму, но не настолько горяч, чтобы он начал деградировать. Нахождение этой оптимальной температуры — это критический баланс между присущими материалу свойствами и требованиями производственного процесса.

Критический фактор: Тип пластика
Наиболее значимой переменной, определяющей температуру формования, является химическая структура самого пластика. Это определяет, как материал ведет себя при нагревании и охлаждении.
Термопласты против Термореактивных пластмасс
Пластиковые материалы условно делятся на два семейства. Термопласты можно плавить и переформовывать многократно без существенных химических изменений, подобно тому, как лед можно растопить в воду и снова заморозить. К этой группе относятся такие распространенные материалы, как полиэтилен (PE), полипропилен (PP) и ABS.
Термореактивные пластмассы, с другой стороны, претерпевают необратимую химическую реакцию (отверждение) при нагревании. После затвердевания их нельзя расплавить повторно. Этот процесс больше похож на выпечку торта; его нельзя превратить обратно в тесто. Примеры включают эпоксидную смолу, силикон и полиуретан.
Аморфные против Кристаллических структур
Внутри термопластов структура молекул дополнительно определяет их поведение при плавлении. Аморфные пластики, такие как поликарбонат (PC), имеют беспорядочную молекулярную структуру. У них нет резкой точки плавления, вместо этого они постепенно размягчаются в широком диапазоне температур, подобно сливочному маслу.
Кристаллические пластики, такие как нейлон (PA), имеют высокоупорядоченную, плотно упакованную молекулярную структуру. Они ведут себя больше как лед, сохраняя твердое состояние до достижения очень специфической, резкой точки плавления, при которой они быстро становятся жидкими.
Руководство по распространенным температурам формования
Для термопластов, используемых при литье под давлением, критически важны как температура расплавленного пластика (Температура плавления), так и температура самой формы (Температура формы). Температура формы поддерживается значительно более низкой для контроля скорости затвердевания, что влияет на окончательную отделку, размеры и прочность детали.
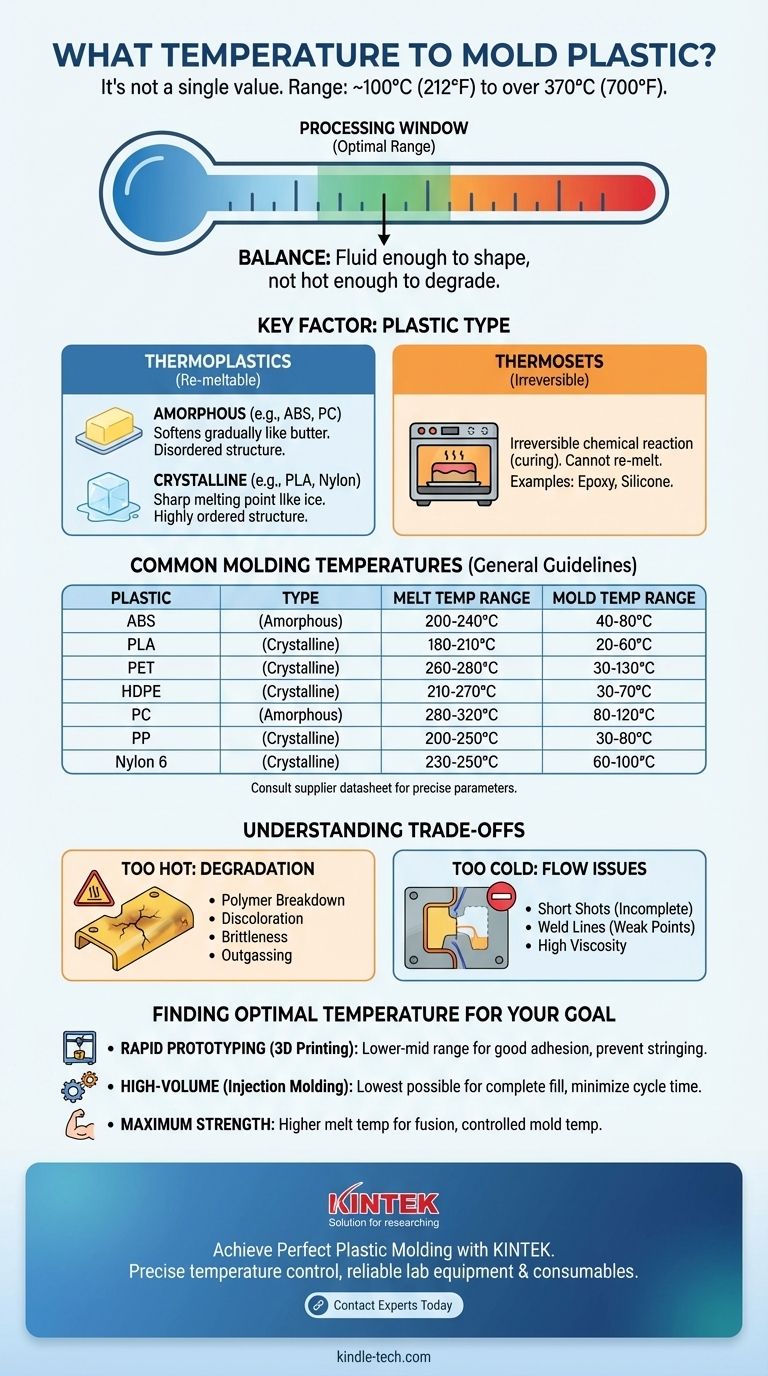
| Название пластика | Тип | Типичный диапазон температуры плавления | Типичный диапазон температуры формы |
|---|---|---|---|
| ABS (Акрилонитрилбутадиенстирол) | Аморфный | 200 - 240°C (392 - 464°F) | 40 - 80°C (104 - 176°F) |
| PLA (Полилактид) | Кристаллический | 180 - 210°C (356 - 410°F) | 20 - 60°C (68 - 140°F) |
| PET (Полиэтилентерефталат) | Кристаллический | 260 - 280°C (500 - 536°F) | 30 - 130°C (86 - 266°F) |
| HDPE (Полиэтилен высокой плотности) | Кристаллический | 210 - 270°C (410 - 518°F) | 30 - 70°C (86 - 158°F) |
| Поликарбонат (PC) | Аморфный | 280 - 320°C (536 - 608°F) | 80 - 120°C (176 - 248°F) |
| Полипропилен (PP) | Кристаллический | 200 - 250°C (392 - 482°F) | 30 - 80°C (86 - 176°F) |
| Нейлон 6 (PA6) | Кристаллический | 230 - 250°C (446 - 482°F) | 60 - 100°C (140 - 212°F) |
Примечание: Это общие рекомендации. Всегда обращайтесь к паспорту безопасности конкретного поставщика материала для получения наиболее точных параметров обработки.
Понимание компромиссов
Выбор температуры — это не просто доведение пластика до жидкого состояния; это тщательный баланс для контроля поведения материала и избежания дефектов.
Слишком высокая температура: Опасность деградации
Превышение рекомендуемого технологического окна может привести к распаду полимерных цепей. Эта термическая деградация может вызвать ряд проблем.
Вы можете заметить изменение цвета (особенно пожелтение или потемнение), потерю ударопрочности, делающую деталь хрупкой, и выделение газов, которое может вызвать поверхностные дефекты, такие как серебристые полосы.
Слишком низкая температура: Проблемы с течением и спеканием
Если температура слишком низкая, вязкость пластика будет слишком высокой. Он не сможет легко течь, чтобы полностью заполнить полость формы, что приведет к неполной детали, известной как «недолив» (short shot).
Даже если форма заполнится, холодный пластик может создать слабые места, называемые линиями спая (weld lines), где два фронта течения встречаются, но не могут должным образом слиться, что ставит под угрозу структурную целостность детали.
Поиск оптимальной температуры для вашего проекта
Идеальная настройка температуры зависит от вашей конкретной цели, поскольку вы всегда балансируете между скоростью, качеством и свойствами материала.
- Если ваш основной фокус — быстрое прототипирование (например, 3D-печать): Отдавайте приоритет хорошей адгезии слоев и точности размеров, что часто означает работу в нижнем или среднем диапазоне рекомендуемой температуры, чтобы предотвратить образование нитей и деформацию.
- Если ваш основной фокус — крупносерийное производство (литье под давлением): Стремитесь к максимально низкой температуре плавления, которая все еще обеспечивает полное заполнение формы, чтобы минимизировать время цикла и сэкономить энергию.
- Если ваш основной фокус — максимальная прочность детали: Убедитесь, что температура плавления достаточно высока для полного молекулярного слияния в линиях спая, и используйте контролируемую температуру формы для управления кристаллической структурой и уменьшения внутренних напряжений.
В конечном счете, получение успешной пластиковой детали требует использования паспорта производителя в качестве отправной точки, а затем внесения небольших, методичных корректировок для совершенствования процесса под ваше конкретное применение.
Сводная таблица:
| Название пластика | Тип | Типичный диапазон температуры плавления | Типичный диапазон температуры формы |
|---|---|---|---|
| ABS | Аморфный | 200 - 240°C (392 - 464°F) | 40 - 80°C (104 - 176°F) |
| PLA | Кристаллический | 180 - 210°C (356 - 410°F) | 20 - 60°C (68 - 140°F) |
| PET | Кристаллический | 260 - 280°C (500 - 536°F) | 30 - 130°C (86 - 266°F) |
| HDPE | Кристаллический | 210 - 270°C (410 - 518°F) | 30 - 70°C (86 - 158°F) |
| Поликарбонат (PC) | Аморфный | 280 - 320°C (536 - 608°F) | 80 - 120°C (176 - 248°F) |
| Полипропилен (PP) | Кристаллический | 200 - 250°C (392 - 482°F) | 30 - 80°C (86 - 176°F) |
| Нейлон 6 (PA6) | Кристаллический | 230 - 250°C (446 - 482°F) | 60 - 100°C (140 - 212°F) |
Достигните идеального формования пластика с KINTEK
Навигация по точным температурным требованиям для ваших пластиковых материалов имеет решающее значение для предотвращения таких дефектов, как деградация или неполное заполнение. KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов, адаптированных к уникальным потребностям вашей лаборатории. Независимо от того, занимаетесь ли вы быстрым прототипированием, крупносерийным производством или исследованиями, требующими максимальной прочности деталей, наш опыт гарантирует достижение оптимальных результатов.
Позвольте нам помочь вам:
- Выбрать правильное оборудование для точного контроля температуры и стабильной работы.
- Оптимизировать ваш процесс с помощью надежных расходных материалов, отвечающих строгим требованиям к материалам.
- Повысить эффективность вашей лаборатории с помощью решений, разработанных для точности и долговечности.
Не позволяйте температурным проблемам поставить под угрозу успех вашего проекта. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как KINTEK может поддержать ваши приложения по формованию пластика и обеспечить качество, которого требует ваша работа.
Визуальное руководство
Связанные товары
- Лабораторная пресс-форма для таблетирования порошка в пластиковом кольце XRF & KBR для ИК-Фурье
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
- Печь для вакуумной термообработки молибдена
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитовая вакуумная печь с нижним выгрузкой для графитации углеродных материалов
Люди также спрашивают
- Какова цель использования пресс-формы при изготовлении образцов катализатора для испытаний? Обеспечение согласованности данных
- Как контроль давления на прессе для порошковых таблеток влияет на качество сырых изделий FSCC? Оптимизация сцепления
- Как лабораторный пресс для порошковых таблеток облегчает приготовление многослойных градиентных керамических заготовок из Al2O3/ZrO2? Техники точного соединения
- Какова цель использования бромида калия KBr при ИК-Фурье измерениях? Достижение четкого, точного анализа твердых образцов
- Как готовятся образцы для рентгенофлуоресцентного анализа? Достижение точных и надежных результатов
















