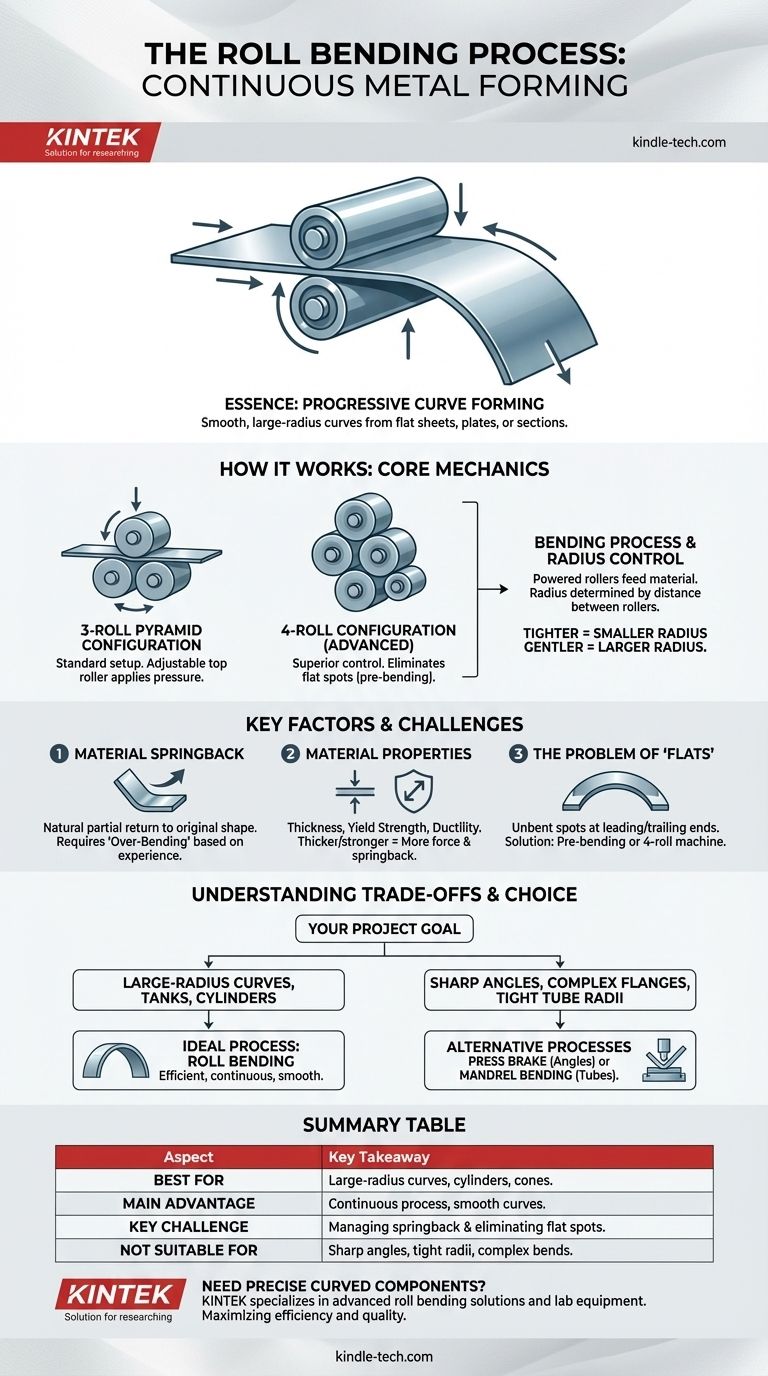
По сути, вальцовка — это непрерывный процесс формования металла, в котором используется набор валков для постепенного придания плоским металлическим листам, плитам или профильным элементам формы дуг, конусов или полных цилиндров. В отличие от гибки на листогибочном прессе, которая создает резкие, дискретные изгибы, вальцовка идеально подходит для получения плавных кривых большого радиуса без изменения толщины материала.
Вальцовка — самый эффективный метод создания кривых большого радиуса в металле. Однако успех полностью зависит от понимания взаимосвязи между конфигурацией станка, свойствами материала и присущей проблемой пружинения материала.

Как работает вальцовка: основная механика
В основе своей вальцовка — это простой механический процесс. Плоский кусок металла пропускается между несколькими валками, которые прикладывают давление, вызывая постоянную кривизну по всей его длине.
Конфигурация станка
В большинстве станков для вальцовки используется пирамидальная конфигурация из трех валков: два нижних валка поддерживают материал, а один регулируемый верхний валок оказывает давление вниз.
Более совершенные станки используют четырехвальцовую конфигурацию, которая добавляет четвертый валок. Эта установка обеспечивает превосходный контроль, особенно для предварительной гибки концов материала, чтобы устранить плоские участки, характерные для трехвалковых систем.
Процесс гибки
Процесс начинается с подачи плоского проката в станок. Регулируемый верхний валок опускается, чтобы приложить точное усилие.
По мере того как приводные валки протягивают материал через станок, он непрерывно изгибается до заданного радиуса. Этот процесс можно повторять с постепенной регулировкой верхнего валка для достижения желаемой конечной кривизны.
Управление радиусом изгиба
Радиус кривой определяется расстоянием между валками. Приближение верхнего валка к нижним валкам создает более крутой изгиб (меньший радиус), в то время как отдаление его создает более плавный изгиб (больший радиус).
Ключевые факторы, влияющие на результат
Достижение точного изгиба не так просто, как просто установка валков. Необходимо тщательно контролировать несколько факторов, связанных с материалом и процессом.
Пружинение материала (Springback)
Пружинение (Springback) — это естественная тенденция металла частично возвращаться к своей первоначальной плоской форме после снятия силы гибки.
Операторы должны перегибать материал за пределы целевого радиуса, предвидя степень пружинения. Это требует опыта и глубокого понимания предела текучести и упругости материала.
Свойства материала
Толщина, предел текучести и пластичность материала являются критически важными переменными. Более толстые и прочные материалы требуют значительно большего усилия для гибки и будут демонстрировать большее пружинение.
Проблема «плоских участков»
В стандартном трехвалковом процессе участки материала у переднего и заднего концов не проходят полностью под точкой изгиба верхнего валка. Это оставляет несогнутые плоские участки.
Эта проблема часто устраняется путем предварительной гибки концов в отдельной операции (например, на листогибочном прессе) или с использованием четырехвальцового станка, предназначенного для выполнения этого начального изгиба.
Понимание компромиссов
Вальцовка — мощный процесс, но это не универсальное решение для всех потребностей в гибке. Понимание его ограничений является ключом к его эффективному использованию.
Лучше всего подходит для больших радиусов
Вальцовка — идеальный процесс для создания больших, плавных кривых. Он не подходит для получения малых радиусов или резких углов в 90 градусов, что является областью гибки на листогибочном прессе.
Ограниченная геометрическая сложность
Процесс предназначен для создания простых кривых с постоянным радиусом, цилиндров или конусов. Он не может легко создавать детали со множеством сложных изгибов или изменяющимися радиусами за один проход.
Потенциал искажения
Неправильная настройка может привести к дефектам. Например, если валки не идеально параллельны, материал может начать формировать конус вместо цилиндра. Это требует тщательной калибровки станка и навыков оператора.
Сделайте правильный выбор для вашего проекта
Выбор правильного процесса формования имеет решающее значение для достижения ваших проектных целей как эффективно, так и экономически выгодно.
- Если ваша основная задача — создание крупнорадиусных конструкционных элементов, резервуаров или цилиндров: Вальцовка почти всегда является наиболее эффективным и экономичным методом.
- Если ваша основная задача — создание деталей с резкими, дискретными углами или сложными фланцами: Листогибочный пресс обеспечивает необходимую точность и контроль для угловой гибки.
- Если ваша основная задача — гибка труб или трубок с малым радиусом без их сплющивания: Гибка труб с оправкой — это специализированный процесс, необходимый для поддержки трубы изнутри.
В конечном счете, геометрия вашей детали определяет лучший производственный процесс для данной работы.
Сводная таблица:
| Аспект | Ключевой вывод |
|---|---|
| Лучше всего подходит для | Кривые большого радиуса, цилиндры и конусы |
| Основное преимущество | Непрерывный процесс для плавных кривых без изменения толщины |
| Ключевая проблема | Управление пружинением материала и устранение плоских участков |
| Не подходит для | Резкие углы, малые радиусы или сложные геометрические изгибы |
Нужно создать точные изогнутые металлические компоненты для вашего проекта?
KINTEK специализируется на предоставлении лабораторного оборудования и машин, включая передовые решения для вальцовки, которые расширяют ваши производственные возможности и возможности НИОКР. Наш опыт гарантирует, что вы выберете правильный процесс для вашего материала и требований к дизайну, максимизируя эффективность и качество.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать ваши лабораторные и производственные потребности с помощью правильного оборудования и расходных материалов.
Визуальное руководство
Связанные товары
- Открытая двухвалковая смесительная машина для дробилки резины
- Лабораторная планетарная шаровая мельница вращающаяся шаровая мельница
- Лабораторная горизонтальная планетарная шаровая мельница
- Лабораторная установка для вытяжки пленки из ПВХ для тестирования пленки
- Двухшнековый экструдер для гранулирования пластика
Люди также спрашивают
- Что такое двухвалковая резиносмесительная машина для компаундирования каучука? Основополагающий инструмент для переработки полимеров
- Каков принцип смешивания на открытом двухвалковом каландре? Освоение сдвига, сжатия и нагрева для равномерного смешивания
- Каковы преимущества двухвалковой мельницы? Добейтесь превосходного смешивания полимеров и контроля качества
- Что такое двухвалковая резиносмесительная машина? Мастерское смешивание полимеров для НИОКР и контроля качества
- Почему двухвалковая дробилка используется для вторичной обработки? Мастер Слейт Керамзит Точность














