По своей сути, изостатическое прессование в сухом мешке — это процесс порошковой металлургии, при котором гибкая форма фиксируется внутри сосуда высокого давления. Порошок загружается в эту стационарную форму, и давление создается жидкой средой, которая окружает форму, но никогда не контактирует с ней напрямую. Это уплотняет порошок в твердый, высокоплотный компонент, известный как «зеленая заготовка».
Основной компромисс при изостатическом прессовании — это скорость по сравнению со сложностью. Прессование в сухом мешке жертвует геометрической гибкостью ради высокоскоростного, автоматизированного производства, что делает его идеальным для изготовления больших объемов более простых форм.

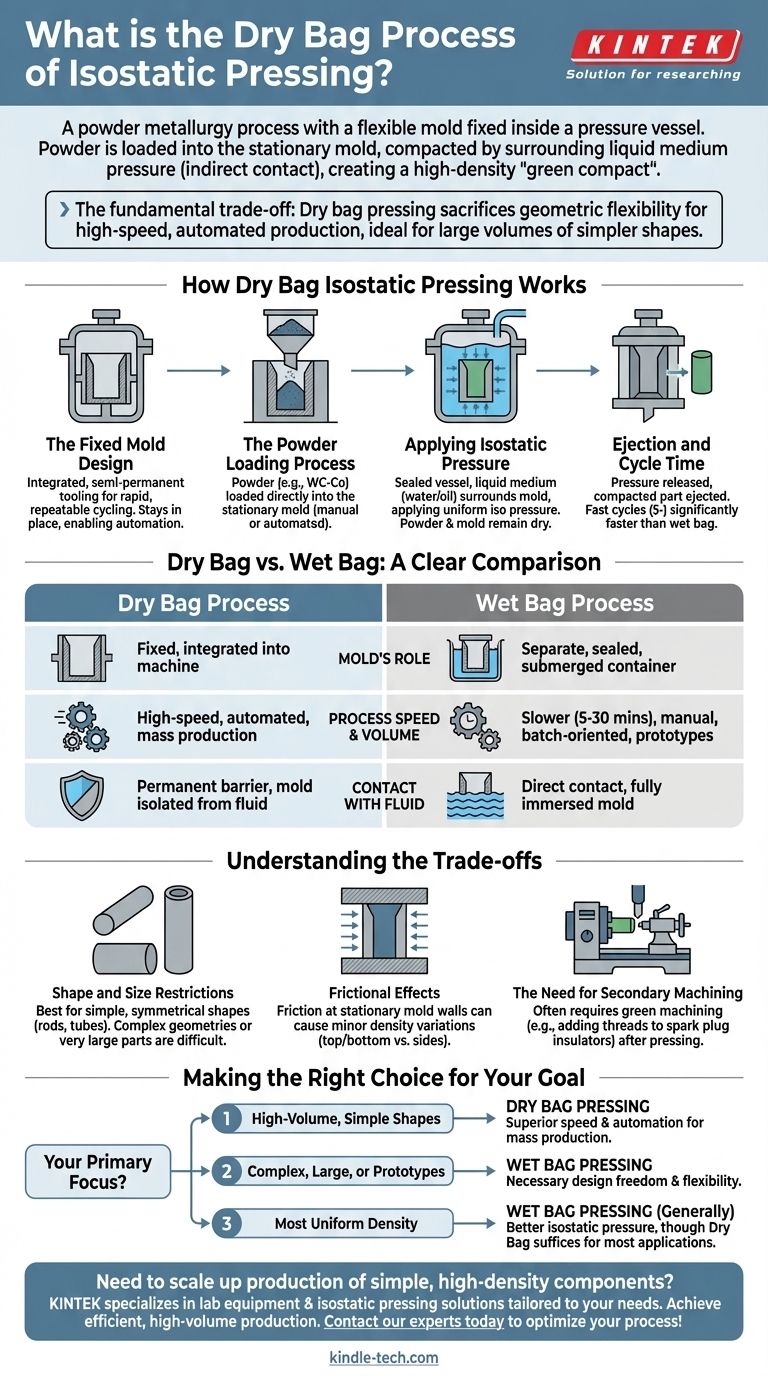
Как работает изостатическое прессование в сухом мешке
Процесс сухого мешка определяется его интегрированной, полупостоянной оснасткой, которая обеспечивает быстрый и повторяемый цикл. Эта конструкция отличает его от других изостатических методов.
Конструкция фиксированной формы
В отличие от других процессов, гибкая форма при прессовании в сухом мешке является встроенной частью сосуда высокого давления. Она остается на месте во время работы и не извлекается между циклами.
Эта интегрированная конструкция является ключом к скорости процесса и его пригодности для автоматизации.
Процесс загрузки порошка
Порошок, такой как карбид вольфрама с кобальтом (WC-Co), загружается непосредственно в фиксированную форму. Это может осуществляться вручную для небольших партий или, что более распространено, через автоматизированный питатель сверху для массового производства.
Приложение изостатического давления
После заполнения формы сосуд высокого давления герметизируется. В сосуд нагнетается жидкая среда (обычно вода или масло), которая окружает внешнюю поверхность гибкой формы.
Эта жидкость создает равномерное, или «изостатическое», давление, сжимая порошок внутри формы в твердую массу с плотной компактной микроструктурой. Порошок и форма остаются «сухими» и изолированными от жидкости.
Извлечение и время цикла
После кратковнейшей выдержки давление сбрасывается, и уплотненная деталь — «зеленая заготовка» — извлекается из формы. Затем вся система немедленно готова к следующему циклу.
Один цикл прессования может занять всего от 5 до 10 минут, что значительно быстрее, чем альтернативный процесс с мокрым мешком.
Сухой мешок против Мокрого мешка: Четкое сравнение
Понимание процесса сухого мешка требует сопоставления его с его аналогом — прессованием в мокром мешке. Выбор между ними полностью зависит от цели производства.
Роль формы
При прессовании в сухом мешке форма фиксирована и является частью машины. При прессовании в мокром мешке форма представляет собой отдельный герметичный контейнер, который заполняется порошком, а затем полностью погружается в жидкость сосуда высокого давления.
Скорость процесса и объем
Сухой мешок разработан для скорости и автоматизации, что делает его стандартом для крупносерийного массового производства.
Мокрый мешок — это более ручной, пакетный процесс. Со временем цикла от 5 до 30 минут он лучше подходит для прототипов, единичных деталей или малосерийного производства.
Контакт с жидкостью
Это определяющее различие. При методе сухого мешка существует постоянный барьер между жидкостью под давлением и формой. При методе мокрого мешка герметичная форма находится в непосредственном контакте с жидкостью под давлением и полностью в ней погружена.
Понимание компромиссов прессования в сухом мешке
Хотя метод сухого мешка очень эффективен, он имеет присущие ему ограничения, которые делают его непригодным для определенных применений. Объективная оценка этих компромиссов имеет решающее значение.
Ограничение 1: Ограничения по форме и размеру
Поскольку оснастка фиксирована и интегрирована, процесс сухого мешка лучше всего подходит для производства относительно простых и симметричных форм, таких как стержни, трубки и изоляторы для свечей зажигания.
Сложные геометрические формы, поднутрения или очень крупные компоненты трудно или невозможно изготовить, и их лучше обрабатывать с помощью более гибкого метода мокрого мешка.
Ограничение 2: Фрикционные эффекты
В идеальной изостатической системе давление одинаково со всех сторон. Однако при процессе сухого мешка может возникать трение там, где порошок соприкасается со стенками стационарной формы.
Это может привести к незначительным изменениям плотности внутри компонента, поскольку верхняя и нижняя части детали могут не испытывать точно таких же сил уплотнения, как боковые.
Необходимость вторичной механической обработки
Из-за ограничений по форме детали, изготовленные методом прессования в сухом мешке, часто требуют вторичной обработки. Например, изоляторы свечей зажигания прессуются в основную форму, а затем требуют механической обработки «зеленой заготовки» (обработка детали до окончательного спекания) для добавления резьбы и других поверхностных элементов.
Сделайте правильный выбор для вашей цели
Выбор правильного изостатического процесса требует согласования возможностей метода с вашими конкретными производственными задачами.
- Если ваша основная цель — крупносерийное производство простых форм: Прессование в сухом мешке — очевидный выбор благодаря его превосходной скорости и пригодности для автоматизации.
- Если ваша основная цель — производство сложных, крупногабаритных деталей или прототипов: Прессование в мокром мешке обеспечивает необходимую свободу проектирования и гибкость, оправдывая более медленное время цикла.
- Если ваша основная цель — достижение максимально однородной плотности для критически важной детали: Прессование в мокром мешке, как правило, обеспечивает более истинно изостатическое давление, хотя сухой мешок достаточен для подавляющего большинства промышленных применений.
В конечном счете, правильный выбор определяется балансом между требованиями к геометрии вашей детали и требуемым объемом и скоростью производства.
Сводная таблица:
| Характеристика | Процесс сухого мешка | Процесс мокрого мешка |
|---|---|---|
| Тип формы | Фиксированная, интегрирована в машину | Отдельный, съемный контейнер |
| Время цикла | Быстрое (5–10 минут) | Медленнее (5–30 минут) |
| Объем производства | Крупносерийное, массовое производство | Малосерийное, прототипы, единичные изделия |
| Сложность детали | Простые, симметричные формы (стержни, трубки) | Сложные геометрические формы, крупные детали |
| Автоматизация | Высокая пригодность для автоматизации | Ручной, пакетный режим |
| Контакт с жидкостью | Форма изолирована от жидкости под давлением | Форма полностью погружена в жидкость под давлением |
Нужно масштабировать производство простых, высокоплотных компонентов? KINTEK специализируется на лабораторном оборудовании и расходных материалах, включая решения для изостатического прессования, адаптированные к потребностям вашей лаборатории. Наш опыт поможет вам достичь эффективного крупносерийного производства с использованием правильной технологии прессования. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут оптимизировать ваш процесс!
Визуальное руководство
Связанные товары
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
Люди также спрашивают
- Почему для ИК-Фурье анализа катализатора NiCe/Lay требуется ручной пресс для гранул? Получите высококачественные спектральные данные
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Что такое изостатическое прессование? Достижение равномерной плотности в сложных деталях
- Какую роль играет холодное изостатическое прессование в формировании затравочных стержней для выращивания монокристаллов? Обеспечение стабильности.
- Как используется оборудование для изостатического прессования при интеграции литиевых металлических анодов при сборке твердотельных аккумуляторов?






