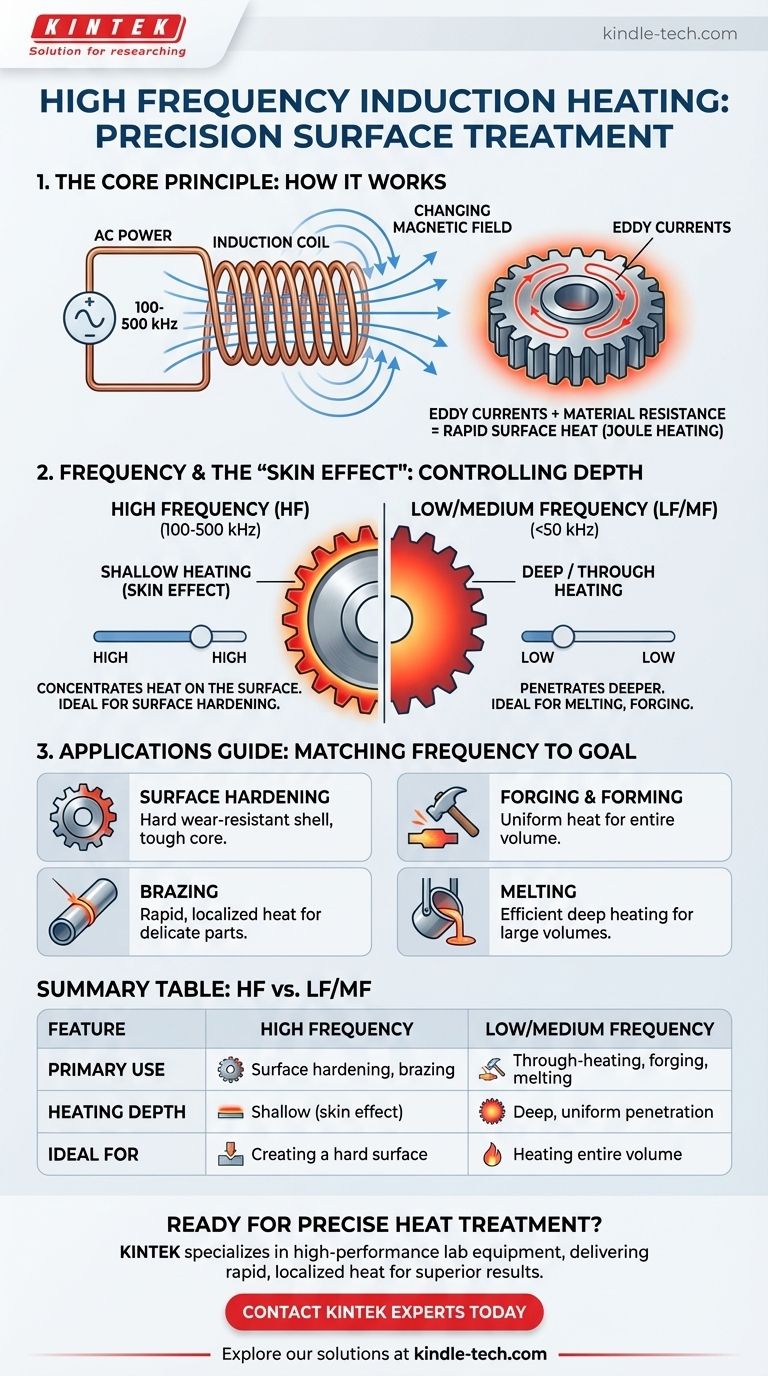
По сути, высокочастотный индукционный нагрев — это бесконтактный процесс, использующий переменный ток, обычно в диапазоне от 100 кГц до 500 кГц, для быстрого создания интенсивного тепла на поверхности проводящего материала. Определяющей характеристикой использования высокой частоты является то, что она концентрирует нагревающий эффект в очень тонком слое, явление, известное как «скин-эффект». Эта точность делает его идеальным для применений, где необходимо обрабатывать только внешнюю часть детали, например, для поверхностной закалки.
Главный принцип, который нужно усвоить, заключается в том, что частота является основным регулятором глубины нагрева. Высокая частота ограничивает тепло поверхностью для таких обработок, как цементация, в то время как более низкие частоты проникают глубже, чтобы нагреть весь объем детали для таких процессов, как плавление или ковка.
Основной принцип: как работает индукционный нагрев
Индукционный нагрев — это удивительно прямой метод преобразования электрической энергии в тепло внутри самой детали, без пламени или внешних нагревательных элементов. Процесс основан на фундаментальных принципах электромагнетизма.
От электричества к магнитному полю
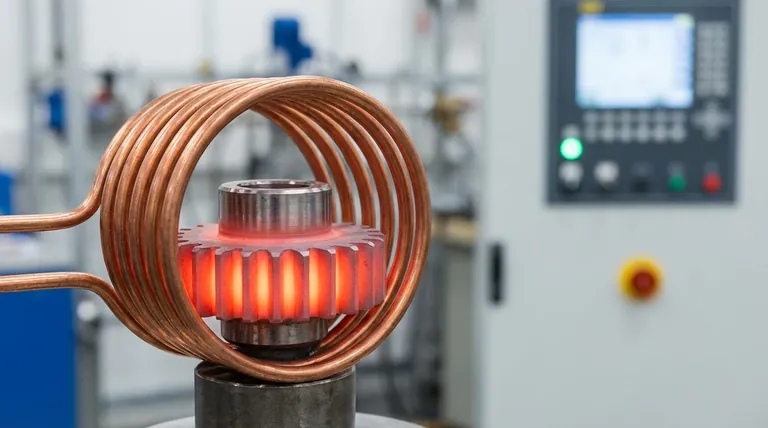
Процесс начинается с индукционной катушки, часто изготовленной из медной трубки, которая действует как соленоид. Мощный переменный ток (AC) пропускается через эту катушку, генерируя интенсивное и быстро меняющееся магнитное поле в пространстве внутри и вокруг нее.
Роль вихревых токов
Когда проводящая заготовка, такая как стальная шестерня, помещается в это магнитное поле, поле индуцирует электрические токи внутри металла. Они известны как вихревые токи, которые повторяют путь тока в основной катушке, но текут в противоположном направлении.
Генерация тепла за счет сопротивления
Материал заготовки обладает естественным электрическим сопротивлением. По мере того как эти мощные вихревые токи вынуждены течь через материал, они преодолевают это сопротивление, и энергия рассеивается в виде тепла. Это тот же принцип резистивного нагрева (джоулева нагрева), который заставляет светиться электрическую конфорку.
Почему частота является критическим параметром управления
Выбор частоты переменного тока не случаен; это самый важный параметр для контроля того, где генерируется тепло внутри заготовки. Это связано с физическим принципом, называемым скин-эффектом.
«Скин-эффект»
В цепях переменного тока ток имеет тенденцию течь более плотно на поверхности, или «коже», проводника. По мере увеличения частоты тока этот эффект становится более выраженным, заставляя вихревые токи концентрироваться в еще более тонком слое на поверхности.
Высокая частота для поверхностной обработки
Высокочастотные (ВЧ) системы, работающие в диапазоне от 100 кГц до 500 кГц, используют скин-эффект в полной мере. Они концентрируют огромную энергию в поверхностном слое, который может быть всего лишь долями миллиметра.
Это делает ВЧ индукцию идеальной для поверхностной закалки (также известной как цементация), где цель состоит в создании очень твердой, износостойкой внешней оболочки, оставляя сердцевину детали прочной и пластичной для поглощения ударов.
Низкая и средняя частота для более глубокого нагрева
Напротив, более низкие частоты (обычно ниже 50 кГц) имеют гораздо менее выраженный скин-эффект. Индуцированные вихревые токи могут проникать гораздо глубже в материал, что приводит к более равномерному нагреву по всей детали. Это важно для таких применений, как плавление больших объемов металла, ковка или сквозная закалка всей детали.
Понимание компромиссов
Хотя высокочастотная индукция мощна, она не является универсальным решением. Выбор частоты включает балансирование нескольких факторов для оптимизации процесса для конкретной цели.
Точность против применения
Высокая частота обеспечивает непревзойденную точность для поверхностных обработок. Однако использование ВЧ-системы для попытки расплавить большой тигель стали было бы невероятно неэффективным, так как эффективно нагревался бы только верхний слой. Оборудование должно соответствовать задаче.
Свойства материала имеют значение
Электрическое сопротивление и магнитные свойства заготовки взаимодействуют с частотой. Частота, которая идеально подходит для детали из углеродистой стали, может быть менее эффективной для материала с низким сопротивлением, такого как медь или алюминий, что требует корректировки параметров процесса для достижения желаемого профиля нагрева.
Важность конструкции катушки
Эффективность передачи энергии сильно зависит от «связи», или близости и формы катушки относительно заготовки. Для точного поверхностного нагрева с помощью ВЧ конструкция катушки еще более важна для обеспечения того, чтобы магнитное поле применялось именно там, где это необходимо.
Правильный выбор для вашего применения
Выбор правильного частотного диапазона является фундаментальным для успешного процесса индукционного нагрева. Ваш выбор должен полностью определяться желаемым результатом для вашего материала.
- Если ваша основная цель — поверхностная закалка или цементация: Высокая частота — это окончательный выбор для создания твердого, неглубокого, износостойкого слоя на компоненте.
- Если ваша основная цель — пайка мелких, деликатных деталей: Высокая частота обеспечивает быстрый, локализованный нагрев, необходимый для расплавления припоя без повреждения окружающей сборки.
- Если ваша основная цель — нагрев всей детали для ковки или формовки: Требуется низкая или средняя частота, чтобы обеспечить равномерное проникновение тепла по всему объему компонента.
- Если ваша основная цель — плавление большого объема металла: Низкая частота необходима для глубокого проникновения тепла в загрузку и создания перемешивающего действия, необходимого для гомогенного расплава.
В конечном итоге, освоение индукционного нагрева означает понимание частоты как точного инструмента для контроля того, где и как нагревается ваша деталь.
Сводная таблица:
| Характеристика | Высокая частота (100-500 кГц) | Низкая/средняя частота (<50 кГц) |
|---|---|---|
| Основное применение | Поверхностная закалка, цементация, пайка | Сквозной нагрев, ковка, плавление |
| Глубина нагрева | Неглубокая (скин-эффект) | Глубокое, равномерное проникновение |
| Идеально для | Создания твердой, износостойкой поверхности | Нагрева всего объема детали |
Готовы достичь точной, эффективной термообработки в вашей лаборатории?
KINTEK специализируется на высокопроизводительном лабораторном оборудовании, включая индукционные нагревательные системы, разработанные для поверхностной закалки, пайки и многого другого. Наши решения обеспечивают быстрый, локализованный нагрев для превосходных результатов и повышенной производительности.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как технология индукционного нагрева KINTEK может удовлетворить ваши конкретные лабораторные потребности.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Высокотемпературный термостат с постоянной температурой, циркуляционный водяной охладитель для реакционной бани
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Лабораторная печь с кварцевой трубой для быстрой термической обработки (RTP)
Люди также спрашивают
- Как система приложения давления в вакуумной горячей прессовой печи влияет на сплавы Co-50% Cr? Достижение плотности 99%+.
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Почему точный контроль давления в вакуумной печи горячего прессования необходим для керамических мишеней IZO? Обеспечение высокой плотности
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности











