Хорошая флюс-добавка для твердой пайки — это не один продукт, а химический агент, специально подобранный для совместимости с вашими основными металлами, присадочным металлом и процессом нагрева. Его основная задача — химически очищать и защищать поверхности металлов во время нагрева, обеспечивая возможность расплавленному присадочному металлу образовывать прочную, бесшовную связь.
Ключевой вывод заключается в том, чтобы рассматривать флюс-добавку не как универсальное вспомогательное средство, а как активный химический компонент полной системы твердой пайки. Правильная флюс-добавка определяется исключительно материалами, которые вы соединяете, и сплавом, который вы используете для их соединения.

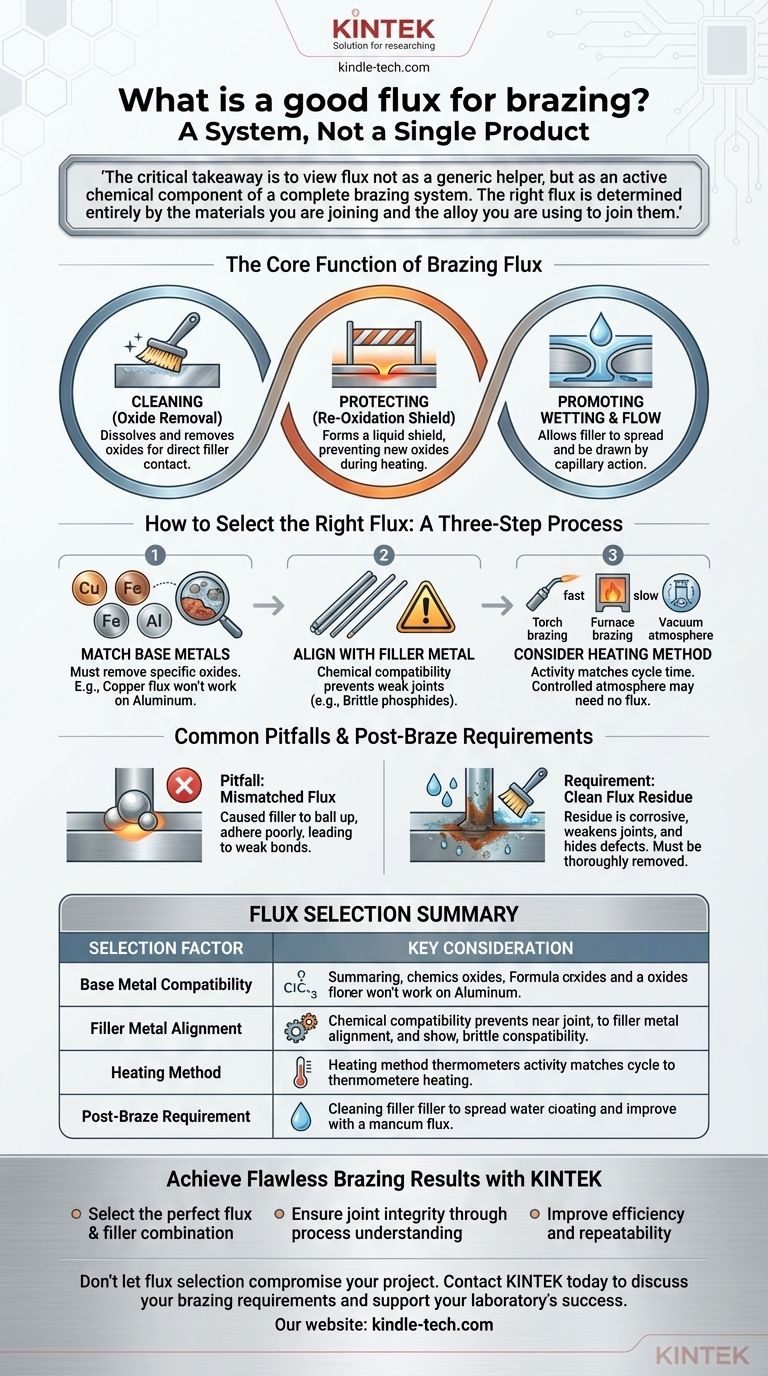
Основная функция флюс-добавки для твердой пайки
Чтобы выбрать правильную флюс-добавку, вы должны сначала понять ее три основные роли в процессе твердой пайки. Каждая функция имеет решающее значение для достижения качественного соединения.
Очистка поверхности от оксидов
Все металлы при контакте с воздухом образуют тонкий невидимый слой оксидов. Этот слой действует как барьер, не позволяя расплавленному присадочному сплаву вступать в прямой контакт с чистым основным металлом под ним.
Флюс-добавка предназначена для растворения и удаления этих оксидов при нагревании, обнажая химически чистую поверхность, готовую к склеиванию.
Защита от повторного окисления
При нагреве деталей до температуры пайки скорость окисления резко возрастает. Флюс-добавка плавится и растекается по зоне соединения, образуя защитный жидкий барьер.
Этот барьер блокирует кислород из атмосферы, предотвращая образование новых, стойких оксидов на чистых поверхностях в процессе нагрева.
Содействие смачиванию и течению
После того как поверхности очищены и защищены, расплавленный присадочный металл может «смачивать» основные металлы. Это означает, что он может равномерно растекаться по поверхностям, подобно воде на чистом стекле.
Это смачивание позволяет капиллярному действию затягивать присадочный металл глубоко в плотно прилегающее соединение, обеспечивая полное и прочное сцепление.
Как выбрать правильную флюс-добавку
Выбор флюс-добавки — это процесс согласования ее химических свойств с конкретными требованиями вашего применения. Универсального решения не существует.
Согласуйте флюс-добавку с вашими основными металлами
Самым важным фактором является химическая совместимость. Флюс-добавка должна быть разработана для агрессивного удаления специфического типа оксида, образующегося на ваших основных металлах.
Флюс-добавка, предназначенная для медных сплавов, будет неэффективна на нержавеющей стали, а флюс для алюминия не подойдет для железа. Использование неправильной флюс-добавки приведет к тому, что поверхность не очистится, что приведет к неудачному соединению.
Согласуйте с вашим присадочным металлом
Флюс-добавка также должна быть химически совместима с присадочным металлом. Неправильное сочетание может привести к нежелательным химическим реакциям.
Например, использование некоторых присадочных сплавов, содержащих фосфор, на железе или никеле может создать хрупкие соединения, называемые фосфидами, что серьезно ослабляет соединение. Флюс-добавка и присадочный материал должны работать вместе бесшовно.
Учитывайте метод нагрева и время цикла
Активность флюс-добавки рассчитана на определенный диапазон температур и время. Быстрый высокотемпературный процесс, такой как газовая сварка, требует высокоактивной флюс-добавки, которая может работать быстро.
И наоборот, для более медленных процессов, таких как печная пайка, часто используется менее активная флюс-добавка с более длительным сроком действия. В некоторых случаях, таких как вакуумная или печная пайка в контролируемой атмосфере, защитная атмосфера удаляет оксиды, устраняя необходимость в флюс-добавке.
Распространенные ошибки и требования после пайки
Понимание того, что может пойти не так, так же важно, как и знание идеального процесса. Осознание этих проблем — отличительная черта профессиональной работы.
Опасность несоответствующей флюс-добавки
Использование неправильной флюс-добавки является основной причиной неудач при твердой пайке. Симптомы очевидны: присадочный металл соберется в шарики и откажется течь, или прилипнет плохо, создавая слабое и ненадежное соединение.
Коррозионная природа остатков флюс-добавки
Большинство флюс-добавок для твердой пайки по своей сути являются химически агрессивными. Если после пайки на детали остаются остатки, они могут поглощать влагу из воздуха и со временем вызывать сильную коррозию.
Эта коррозия может ослабить соединение и повредить основной металл вокруг него. Следовательно, все излишки флюс-добавки должны быть тщательно удалены после того, как деталь остынет.
Забывание очистки после пайки
Неспособность удалить остатки флюс-добавки не только грозит коррозией, но и препятствует визуальному осмотру соединения. Слой затвердевшей флюс-добавки может легко скрыть трещины, пустоты или области отсутствия адгезии.
Это также мешает любым последующим операциям по отделке, таким как покраска, гальваническое покрытие или нанесение порошкового покрытия.
Принятие правильного решения для вашего проекта
Ваш выбор флюс-добавки должен быть преднамеренным решением, основанным на основных компонентах вашей операции по твердой пайке.
- Если ваша основная цель — соединение обычных металлов, таких как медь или сталь: Выберите универсальную флюс-добавку, которая явно указана как совместимая с выбранным вами основным металлом и семейством присадочных сплавов.
- Если ваша основная цель — соединение специальных сплавов или разнородных металлов: Ваше решение должно определяться точной химической совместимостью; обратитесь к техническим паспортам производителя присадочного металла за конкретными рекомендациями по флюс-добавкам.
- Если ваша основная цель — крупносерийное производство или чувствительная электроника: Рассмотрите возможность печной пайки в контролируемой атмосфере, чтобы устранить необходимость в флюс-добавке и связанный с этим риск коррозионных остатков.
В конечном счете, успешная твердая пайка зависит от рассмотрения основного металла, присадочного металла и флюс-добавки как взаимосвязанной системы.
Сводная таблица:
| Фактор выбора | Ключевое соображение |
|---|---|
| Совместимость с основным металлом | Флюс-добавка должна быть разработана для удаления специфических оксидов на ваших металлах (например, медь, нержавеющая сталь, алюминий). |
| Согласование с присадочным металлом | Должна быть химически совместима для предотвращения нежелательных реакций, ослабляющих соединение. |
| Метод нагрева | Газовая сварка требует быстродействующей флюс-добавки; печная пайка может использовать более стойкий тип или не использовать ее вовсе в контролируемой атмосфере. |
| Требование после пайки | Большинство флюс-добавок оставляют коррозионные остатки, которые должны быть тщательно удалены после остывания детали. |
Достигайте безупречных результатов твердой пайки с KINTEK
Выбор правильной флюс-добавки имеет решающее значение, но это лишь часть успешной системы твердой пайки. KINTEK специализируется на лабораторном оборудовании и расходных материалах, предоставляя высококачественные материалы и экспертную поддержку, необходимые вашей лаборатории для точного и надежного соединения металлов.
Мы помогаем вам:
- Выбрать идеальное сочетание флюс-добавки и присадочного металла для ваших конкретных основных металлов и применения.
- Обеспечить целостность соединения путем понимания всего процесса твердой пайки, от подготовки поверхности до очистки после пайки.
- Повысить эффективность и повторяемость в ваших исследовательских или производственных процессах.
Не позволяйте выбору флюс-добавки поставить под угрозу ваш проект. Позвольте нашему опыту направить вас к более прочным и надежным соединениям.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши требования к твердой пайке и узнать, как мы можем способствовать успеху вашей лаборатории.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
