Основным ограничением атомно-слоевого осаждения (АСО) является его исключительно медленная скорость осаждения. Это прямое следствие его основного механизма, который наращивает пленки по одному атомному слою за раз. Хотя этот процесс обеспечивает непревзойденную точность и конформность, он делает АСО непрактичным для применений, требующих толстых пленок или высокой производительности.
Хотя АСО часто обсуждается наряду с такими методами, как химическое осаждение из газовой фазы (ХОГФ), его ограничения проистекают из основного компромисса: он жертвует скоростью ради получения контроля над толщиной и однородностью пленки на атомном уровне, что и определяет области его применения.

Основное ограничение: Скорость осаждения
Определяющая сила АСО — его точность — также является источником его главного недостатка. Процесс по своей сути медленный, поскольку он основан на последовательных самоограничивающихся поверхностных реакциях.
Почему АСО по своей природе медленный
АСО работает циклами. Типичный цикл включает подачу газа-прекурсора, который реагирует с поверхностью, продувку избыточного газа, подачу второго прекурсора для завершения реакции одного слоя, а затем повторную продувку камеры.
Эта последовательность «доза-продувка-доза-продувка» гарантирует, что за один цикл осаждается только один монослой (или его часть). Каждый этап требует времени, поэтому общие скорости осаждения часто измеряются в ангстремах в минуту.
Практическая аналогия: Точность против скорости
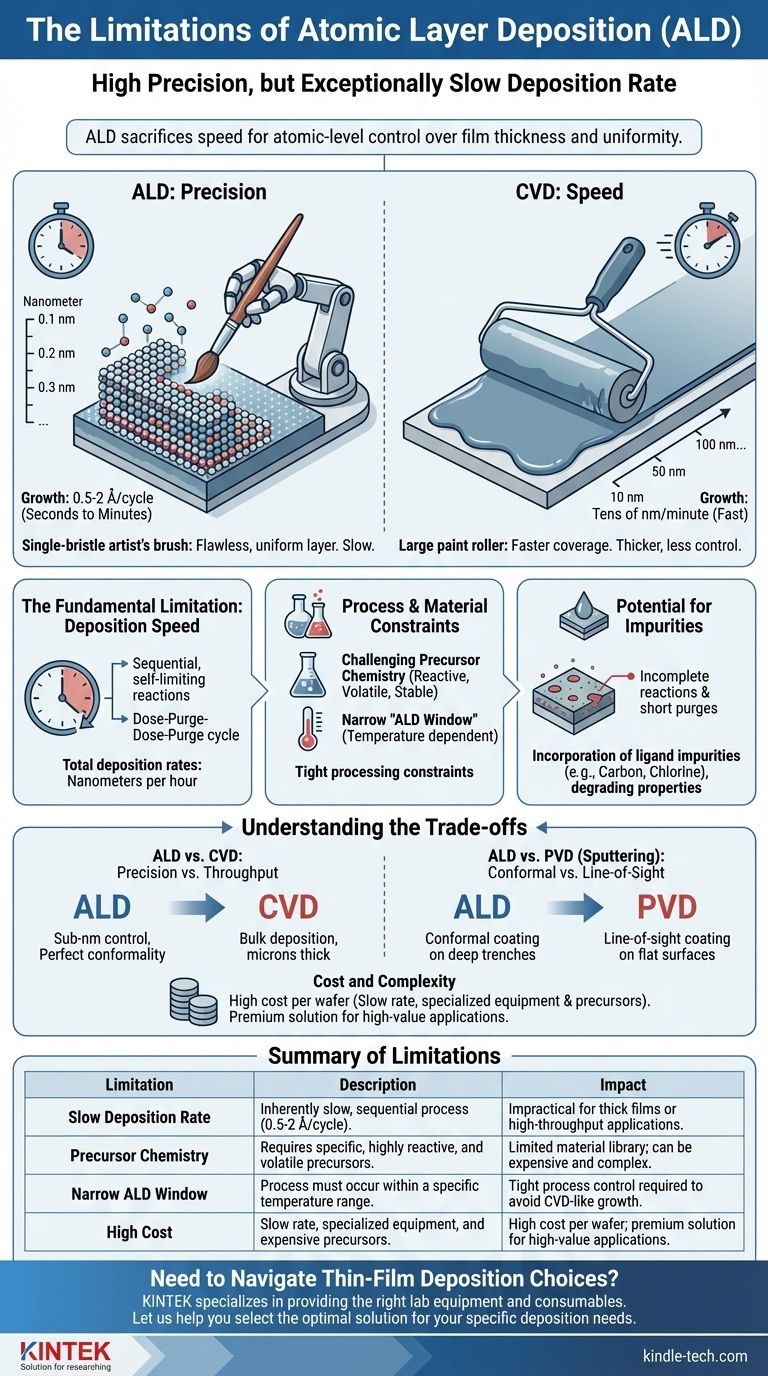
Представьте АСО как кропотливое окрашивание стены кистью художника с одной щетиной. У вас есть идеальный контроль над каждым мазком, что позволяет создать безупречный, однородный слой краски.
В отличие от этого, такой метод, как ХОГФ, похож на использование большого валика для краски. Он покрывает поверхность намного быстрее, но ему не хватает тонкого контроля, что часто приводит к более толстому и менее однородному покрытию.
Количественная оценка различий
Типичные скорости роста АСО составляют от 0,5 до 2 ангстрем за цикл, при этом время цикла варьируется от секунд до минут. Это приводит к скорости осаждения в несколько нанометров в час.
ХОГФ, напротив, может осаждать материал со скоростью десятки или даже сотни нанометров в минуту, что делает его на порядки быстрее для создания более толстых пленок.
Ограничения процесса и материалов
Помимо скорости, применение АСО могут ограничивать и другие факторы. Они часто связаны с требуемой химией процесса и условиями.
Проблема химии прекурсоров
АСО требует пар прекурсоров, которые высокореактивны друг с другом, но стабильны сами по себе. Они также должны быть достаточно летучими, чтобы их можно было подавать в виде газа, но не настолько летучими, чтобы с ними было трудно обращаться.
Поиск подходящих, высокочистых и нетоксичных прекурсоров для желаемого материала может быть серьезной проблемой и дорогостоящим, что ограничивает библиотеку материалов, которые можно легко нанести.
«Окно АСО»
Для возникновения истинной самоограничивающейся реакции процесс должен проводиться в определенном температурном диапазоне, известном как «окно АСО».
Ниже этого окна может произойти конденсация прекурсора, что приведет к росту, подобному ХОГФ, и потере контроля. Выше этого окна прекурсор может термически разлагаться, что также приведет к неконтролируемому осаждению. Это окно иногда может быть узким, что накладывает строгие ограничения на обработку.
Потенциал примесей
Качество пленки АСО в значительной степени зависит от завершенности каждого этапа реакции и продувки. Если этапы продувки слишком короткие, прекурсоры могут смешиваться и вызывать неконтролируемый рост, подобный ХОГФ.
Если поверхностные реакции не завершены, это может привести к включению примесей (часто от лигандов прекурсора, таких как углерод или хлор) в конечную пленку, что может ухудшить ее электрические или оптические свойства.
Понимание компромиссов: АСО против других методов
Ограничения АСО лучше всего понимать при сравнении с другими распространенными методами нанесения тонких пленок. Выбор никогда не заключается в том, какой метод «лучше», а в том, какой подходит для данной задачи.
АСО против ХОГФ: Точность против пропускной способности
Это классический компромисс. АСО обеспечивает контроль толщины на уровне субнанометра и идеальную конформность на сложных 3D-топографиях. ХОГФ — это метод объемного осаждения, ценный своей скоростью при создании пленок толщиной в микрометры.
АСО против ФОС (распыление): Конформность против прямой видимости
Методы физического осаждения из газовой фазы (ФОС), такие как распыление, работают по принципу «прямой видимости», то есть они покрывают поверхности, которые непосредственно обращены к источнику. Им трудно покрывать внутреннюю часть глубоких канавок или сложных 3D-структур.
АСО, будучи газофазным процессом, идеально конформно. Он может равномерно покрывать каждый открытый уголок и щель сложного наноразмерного устройства, чего не может сделать ФОС.
Стоимость и сложность
Медленная скорость осаждения напрямую приводит к высокой стоимости за пластину, особенно если требуется относительно толстая пленка (например, >50 нм). Оборудование (реакторы) и стоимость специализированных прекурсоров также увеличивают общие расходы, что делает АСО премиальным решением для применений с высокой добавленной стоимостью.
Принятие правильного решения для вашей цели
Выбор метода осаждения требует баланса между техническими требованиями к пленке и практическими ограничениями производства.
- Если ваш основной фокус — максимальная точность и конформность на сложных 3D-структурах: АСО — превосходный, а часто и единственный выбор, несмотря на его медлительность (например, для затворных диэлектриков в современных транзисторах).
- Если ваш основной фокус — быстрое и экономичное нанесение толстой пленки (>100 нм): ХОГФ или метод ФОС, такой как распыление, гораздо более практичны и экономичны.
- Если ваш основной фокус — покрытие простой плоской поверхности стандартным материалом: ФОС часто является самым простым и экономически эффективным методом.
В конечном счете, понимание ограничений АСО позволяет использовать его уникальные преимущества для решения конкретных инженерных задач, которые может решить только он.
Сводная таблица:
| Ограничение | Описание | Влияние |
|---|---|---|
| Медленная скорость осаждения | По своей природе медленный, последовательный процесс (0,5–2 Å/цикл). | Непрактично для толстых пленок или применений с высокой пропускной способностью. |
| Химия прекурсоров | Требует специфических, высокореактивных и летучих прекурсоров. | Ограниченная библиотека материалов; может быть дорогим и сложным. |
| Узкое «окно АСО» | Процесс должен происходить в определенном температурном диапазоне. | Требуется строгий контроль процесса, чтобы избежать роста, подобного ХОГФ. |
| Высокая стоимость | Медленная скорость, специализированное оборудование и дорогие прекурсоры. | Высокая стоимость за пластину; премиальное решение для применений с высокой добавленной стоимостью. |
Нужно разобраться в выборе методов нанесения тонких пленок?
Понимание компромиссов между АСО, ХОГФ и ФОС имеет решающее значение для успеха вашего проекта. В KINTEK мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, подходящих для ваших конкретных потребностей в осаждении. Независимо от того, требуется ли вам точность АСО на атомном уровне или возможности других методов с высокой пропускной способностью, наши эксперты помогут вам выбрать оптимальное решение.
Позвольте нам помочь вам оптимизировать процесс и добиться превосходных результатов. Свяжитесь с нашей командой сегодня, чтобы обсудить ваше применение!
Визуальное руководство
Связанные товары
- Система оборудования для химического осаждения из газовой фазы CVD, скользящая трубчатая печь PECVD с жидкостным газификатором, установка PECVD
- Система ВЧ-PECVD Радиочастотное плазменно-усиленное химическое осаждение из газовой фазы ВЧ-PECVD
- Тигель из бескислородной меди для нанесения покрытий методом электронно-лучевого испарения и испарительная лодочка
- Полусферическая донная вольфрамовая молибденовая испарительная лодочка
- Покрытие из алмаза методом CVD для лабораторных применений
Люди также спрашивают
- Какие подложки используются в CVD для облегчения получения графеновых пленок? Оптимизируйте рост графена с помощью правильного катализатора
- Что происходит во время химии осаждения? Создание тонких пленок из газообразных прекурсоров
- Каковы основные преимущества PE-CVD при инкапсуляции OLED? Защита чувствительных слоев с помощью низкотемпературного осаждения пленок
- Насколько дорого химическое осаждение из паровой фазы? Понимание реальной стоимости высокоэффективного нанесения покрытий
- Как выращивают углеродные нанотрубки? Освойте масштабируемое производство с помощью химического осаждения из газовой фазы









