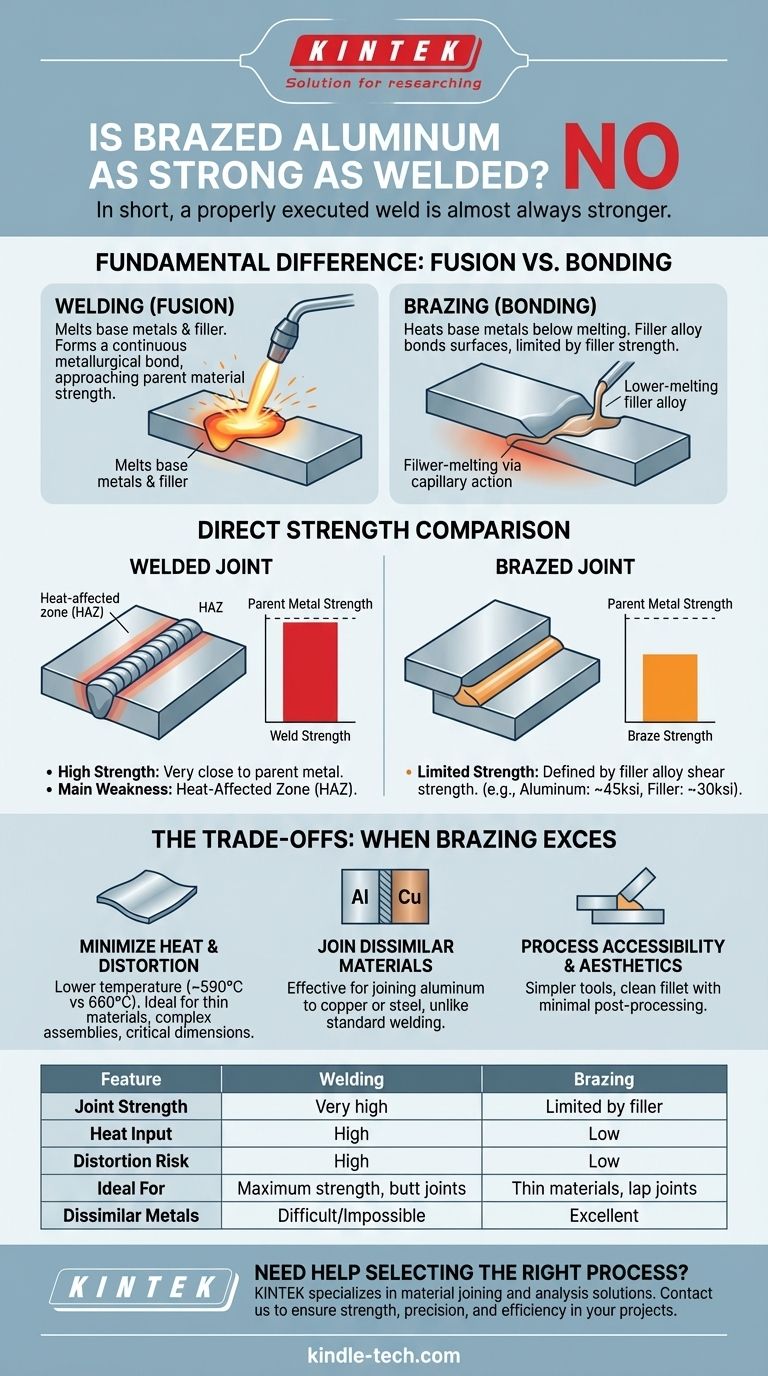
Короче говоря, нет. Правильно выполненная сварка алюминия почти всегда прочнее паяного алюминиевого соединения. Сварка сплавляет основные металлы вместе, создавая непрерывную металлургическую связь, которая может приближаться к прочности самого основного материала. Пайка, напротив, соединяет детали с использованием присадочного металла с более низкой температурой плавления, а это означает, что предел прочности соединения ограничен прочностью более слабого присадочного сплава.
Выбор между сваркой и пайкой алюминия — это не простой вопрос о том, что «прочнее». Это стратегическое инженерное решение. Сварка обеспечивает максимальную прочность соединения, в то время как пайка обеспечивает превосходный контроль над тепловыми деформациями, что делает ее лучшим выбором для тонких материалов, сложных сборок и соединения разнородных металлов.
Основное различие: плавление против склеивания
Чтобы понять разницу в прочности, вы должны сначала понять основное различие между этими двумя процессами. Они работают на совершенно разных принципах.
Как работает сварка
Сварка — это процесс плавления. Он использует высокотемпературный источник, такой как горелка TIG, для расплавления краев основных алюминиевых деталей и совместимого присадочного прутка вместе. Эта расплавленная ванна затвердевает, образуя единый, непрерывный кусок металла. Цель состоит в том, чтобы получить однородное соединение, которое, по сути, является частью исходного материала.
Как работает пайка
Пайка — это процесс адгезии на микроскопическом уровне. Он нагревает основные металлы до температуры ниже их точки плавления, расплавляя при этом специальный паяльный присадочный сплав в зазоре соединения. Этот расплавленный припой затягивается между плотно подогнанными поверхностями за счет капиллярного действия, создавая прочное, склеенное соединение после остывания. Основные металлы никогда не плавятся.
Прямое сравнение прочности
Прочность конечного соединения определяется используемым процессом и задействованными материалами.
Прочность сварного шва
Высококачественный алюминиевый шов может достигать прочности, очень близкой к прочности основного металла. Основным слабым местом является зона, подверженная термическому воздействию (HAZ) — область основного металла вокруг шва, которая была нагрета, но не расплавлена. В этой зоне тепло может изменить закалку алюминия, немного снизив его прочность по сравнению с незатронутым основным металлом.
Прочность паяного соединения
Прочность паяного соединения ограничена прочностью на срез присадочного паяльного сплава. Для алюминия эти присадочные сплавы по своей природе слабее, чем большинство конструкционных алюминиевых сплавов. Например, распространенный сплав алюминия 6061-T6 имеет предел прочности на растяжение около 45 000 фунтов на квадратный дюйм, в то время как алюминиево-кремниевый присадочный припой может иметь прочность ближе к 30 000 фунтов на квадратный дюйм.
Критическая роль конструкции соединения
Эта разница диктует, как должны быть спроектированы соединения. Сварка эффективна для стыковых соединений, где два куска располагаются кромка к кромке. Пайка значительно прочнее в нахлесточных соединениях или гильзовых соединениях, которые максимизируют площадь поверхности для сцепления присадочного металла. Это преобразует усилие из растягивающего усилия в сдвиговое напряжение по большой площади, играя на сильных сторонах пайки.
Понимание компромиссов: когда пайка является лучшим выбором
Если сварка прочнее, зачем вообще паять алюминий? Потому что максимальная прочность — не единственный и даже не самый важный фактор во многих применениях.
Минимизация тепла и деформации
Это самое значительное преимущество пайки. Температура плавления алюминия составляет около 1220°F (660°C), в то время как пайка алюминия происходит примерно при 1100°F (590°C). Эта более низкая температура резко снижает риск коробления и деформации, что делает ее идеальным выбором для тонколистового металла, труб и сложных сборок, где критична стабильность размеров.
Соединение разнородных материалов
Пайка исключительно эффективна для соединения алюминия с другими металлами, такими как медь или сталь. Стандартные сварочные процессы не могут этого сделать из-за огромной разницы в температурах плавления и металлургии. Это делает пайку незаменимой при производстве таких компонентов, как теплообменники и катушки кондиционеров.
Доступность процесса и эстетика
В то время как сварка алюминия TIG требует высокой квалификации и дорогостоящего оборудования с поддержкой переменного тока, пайка горелкой может выполняться с использованием гораздо более простого и доступного оборудования. Кроме того, хорошо выполненное паяное соединение дает очень чистый, аккуратный галтель, который часто не требует последующей обработки или шлифовки, в отличие от сварочного валика.
Выбор правильного метода для вашего применения
Выбор правильного метода требует определения наиболее критического приоритета вашего проекта.
- Если ваш главный приоритет — максимальная структурная прочность и несущая способность: Выбирайте сварку, так как она создает более прочное, более однородное соединение, способное выдерживать более высокие нагрузки.
- Если ваш главный приоритет — минимизация деформации на тонких материалах или сложных формах: Выбирайте пайку за низкий подвод тепла и превосходный контроль размеров.
- Если ваш главный приоритет — соединение алюминия с другим металлом (например, медью): Пайка — ваш единственный жизнеспособный и эффективный вариант.
- Если ваш главный приоритет — чистое, эстетичное соединение с минимальной отделкой: Пайка часто дает более аккуратный результат, готовый к использованию без дополнительной обработки.
В конечном счете, понимание этих фундаментальных различий позволяет вам выбрать процесс, который обеспечивает не просто соединение, а правильную производительность для вашей конкретной инженерной цели.

Сводная таблица:
| Характеристика | Сварка | Пайка |
|---|---|---|
| Прочность соединения | Очень высокая (приближается к основному металлу) | Ограничена прочностью присадочного сплава |
| Подвод тепла | Высокий (плавит основной металл) | Низкий (основной металл не плавится) |
| Риск деформации | Высокий | Низкий |
| Идеально подходит для | Максимальная прочность, стыковые соединения | Тонкие материалы, сложные формы, нахлесточные соединения |
| Разнородные металлы | Сложно или невозможно | Отлично (например, алюминий с медью) |
Нужна помощь в выборе правильного процесса соединения алюминия для вашего применения? KINTEK специализируется на предоставлении передового лабораторного оборудования и расходных материалов, включая решения для соединения и анализа материалов. Наши эксперты могут помочь вам выбрать лучший метод для обеспечения прочности, точности и эффективности ваших проектов. Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные потребности и узнать, как KINTEK может способствовать успеху вашей лаборатории!
Визуальное руководство