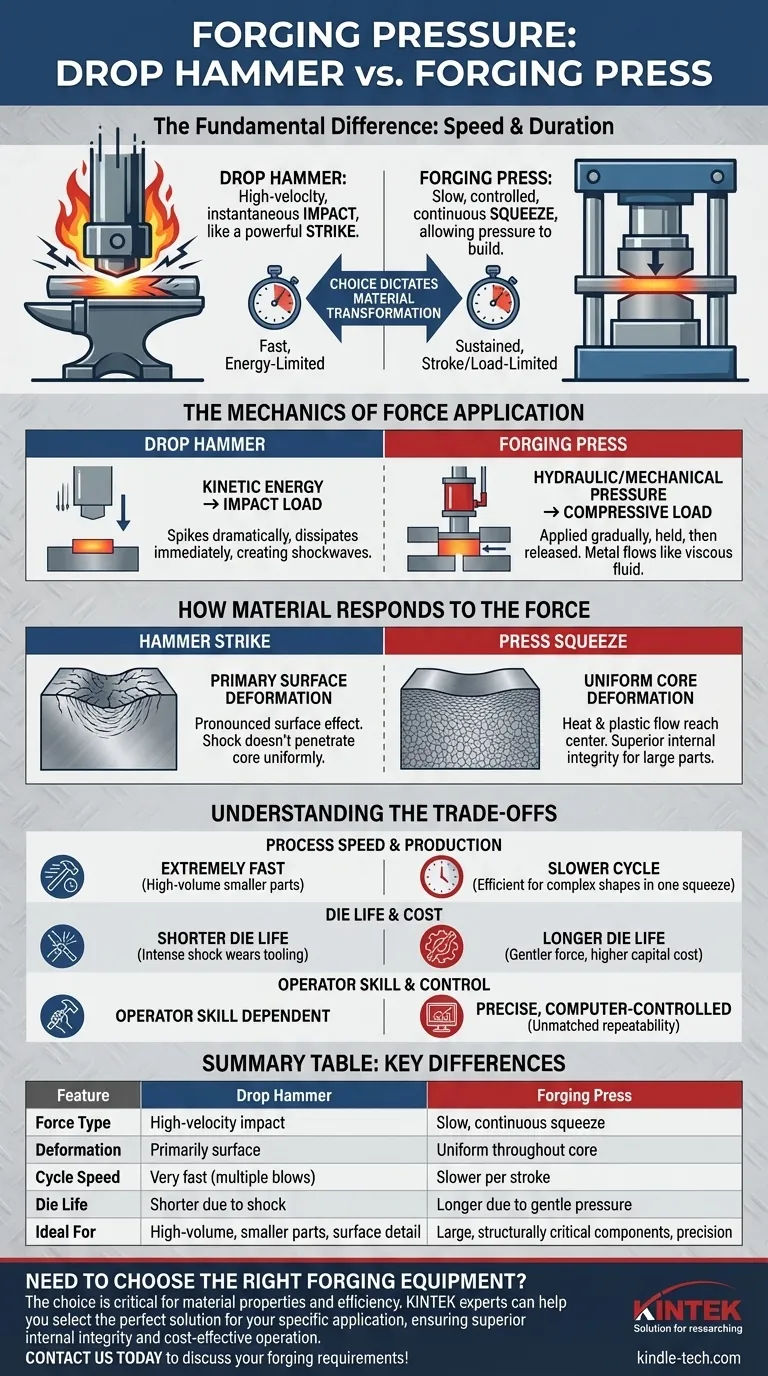
Фундаментальное различие заключается в скорости и продолжительности. Отбойный молот прикладывает силу посредством высокоскоростного, мгновенного удара, подобно мощному удару. В отличие от этого, ковочный пресс прикладывает силу в виде медленного, контролируемого и непрерывного сжатия, позволяя давлению нарастать и поддерживаться на протяжении всего процесса формования.
Выбор между ковочным молотом и прессом выходит за рамки простого придания формы металлу; он определяет, как сам материал трансформируется. Молот обеспечивает высокоскоростные удары, идеально подходящие для быстрого придания формы поверхностям, в то время как прессы обеспечивают постоянное давление, которое деформирует весь объем материала, обеспечивая превосходную внутреннюю целостность для крупных компонентов.

Механика приложения силы
Чтобы понять результаты, вы должны сначала понять два различных физических принципа, действующих в процессе. Один основан на кинетической энергии, а другой — на контролируемом механическом или гидравлическом давлении.
Отбойные молоты: Принцип удара
Отбойный молот работает по принципу преобразования потенциальной энергии в кинетическую. Тяжелый баба поднимается, а затем опускается или ускоряется на заготовку.
Это создает ударную нагрузку — огромное количество силы, приложенное за доли секунды. Процесс ограничен энергией; общая деформация определяется энергией, доступной в одном ударе, которая зависит от массы бабы и высоты падения.
Сила не постоянна. Она резко возрастает при контакте и почти сразу рассеивается, создавая мощную ударную волну в материале.
Ковочные прессы: Принцип сжатия
Ковочный пресс использует механическую или гидравлическую систему для перемещения бабы с гораздо меньшей, более контролируемой скоростью. Он сжимает заготовку между штампами, а не ударяет по ней.
Это создает сжимающую нагрузку. Сила прикладывается постепенно, удерживается в течение более длительного времени, а затем снимается. Этот процесс ограничен ходом или ограничен нагрузкой, что означает, что пресс предназначен для обеспечения определенной максимальной силы на протяжении всего его хода.
Это постоянное давление дает металлу время для заполнения полостей штампа, ведя себя больше как вязкая жидкость.
Как материал реагирует на силу
Разница между «ударом» и «сжатием» имеет глубокие последствия для конечной заготовки, влияя на все, от ее внутренней структуры до конечных размеров.
Деформация поверхности против деформации сердцевины
Быстрый, кратковременный удар молота имеет тенденцию вызывать деформацию, которая более выражена на поверхности заготовки. Шоку не хватает времени, чтобы равномерно проникнуть и деформировать сердцевину толстого сечения.
И наоборот, медленное, постоянное давление пресса позволяет теплу и пластическому течению достичь центра заготовки. Это приводит к более тщательной и равномерной деформации по всему поперечному сечению материала, что критически важно для крупных компонентов.
Зерновая структура и конечные свойства
Медленное сжимающее действие пресса разминает материал, что приводит к высоко однородной и мелкозернистой структуре по всей детали. Это, как правило, приводит к превосходным механическим свойствам, таким как ударная вязкость и усталостная прочность.
Хотя молот также измельчает зерновую структуру, эффект может быть менее однородным между поверхностью и сердцевиной. Однако ударное действие отлично подходит для заполнения сложных, острых деталей на поверхности детали.
Понимание компромиссов
Ни один из методов не является изначально превосходящим; они подходят для различных применений, и выбор включает в себя баланс стоимости, скорости и требований к конечной детали.
Скорость процесса и производительность
Молоты чрезвычайно быстры, нанося несколько ударов за короткий период. Это делает их очень эффективными для крупносерийного производства небольших компонентов, где для заполнения штампа требуется несколько ударов.
Прессы имеют более медленное время цикла на ход. Однако, поскольку они так полно деформируют материал, они часто могут формировать сложную деталь за одно сжатие, что делает их более эффективными для определенных геометрий.
Срок службы штампа и стоимость оборудования
Интенсивный удар ударной нагрузки чрезвычайно тяжел для оснастки. Штампы, используемые в молотах, испытывают значительный износ и имеют более короткий срок службы.
Контролируемая сжимающая сила пресса гораздо бережнее относится к штампам, что приводит к более длительному сроку службы штампов и менее частому обслуживанию. Однако крупные ковочные прессы, особенно гидравлические, представляют собой значительно более высокие капиталовложения, чем молоты.
Квалификация оператора и контроль процесса
Традиционная молотовая ковка часто сильно зависит от квалификации оператора, который должен судить о количестве и интенсивности требуемых ударов.
Современные прессы, особенно гидравлические системы, предлагают точное, компьютерное управление скоростью и давлением бабы. Это обеспечивает непревзойденную повторяемость и контроль процесса, снижая зависимость от суждения оператора и обеспечивая стабильное качество деталей.
Правильный выбор для вашего применения
Ваше решение должно основываться на конечных требованиях к производимому компоненту.
- Если ваша основная задача — крупносерийное производство небольших деталей с хорошей детализацией поверхности: Отбойный молот часто является более экономичным и быстрым выбором.
- Если ваша основная задача — создание крупных, критически важных с точки зрения конструкции компонентов с однородными внутренними свойствами: Ковочный пресс является превосходным методом благодаря его глубокой, контролируемой деформации.
- Если ваша основная задача — точность, автоматизация и повторяемость для сложных форм: Современный гидравлический пресс предлагает лучший контроль процесса и является явным победителем.
Понимание этого основного различия между ударом и сжатием позволяет вам выбрать процесс, который гарантирует, что ваш продукт соответствует требуемым показателям прочности, целостности и стоимости.
Сводная таблица:
| Характеристика | Отбойный молот | Ковочный пресс |
|---|---|---|
| Тип силы | Высокоскоростной удар | Медленное, непрерывное сжатие |
| Деформация | Преимущественно поверхностная | Равномерная по всей сердцевине |
| Скорость цикла | Очень быстро (множественные удары) | Медленнее за ход |
| Срок службы штампа | Короче из-за удара | Длиннее из-за мягкого давления |
| Идеально подходит для | Крупносерийное производство, мелкие детали | Крупные, критически важные компоненты |
Нужно выбрать подходящее ковочное оборудование для вашей лаборатории или производственной линии? Выбор между молотом и прессом критически важен для достижения желаемых свойств материала и эффективности производства. KINTEK специализируется на лабораторном оборудовании и расходных материалах, удовлетворяя потребности лабораторий. Наши эксперты помогут вам выбрать идеальное решение для вашего конкретного применения, обеспечивая превосходную внутреннюю целостность и экономичную эксплуатацию. Свяжитесь с нами сегодня, чтобы обсудить ваши требования к ковке!
Визуальное руководство
Связанные товары
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-форма против растрескивания для лабораторного использования
- Пресс-форма специальной формы для лаборатории
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Пресс-форма кольцевая для лабораторных применений
Люди также спрашивают
- Почему функция нагрева лабораторного гидравлического пресса необходима для сборки МЭА в ТЭПЭ? Оптимизация соединения ячейки
- Что такое горячий гидравлический пресс? Используйте тепло и давление для передового производства
- Какие технические условия обеспечивает нагретый гидравлический пресс для батарей PEO? Оптимизация твердотельных интерфейсов
- Для чего используются гидравлические прессы с подогревом? Формование композитов, вулканизация резины и многое другое
- Почему для композитных ламинатов необходим лабораторный гидравлический пресс с подогревом? Достижение структурной целостности без пустот

















