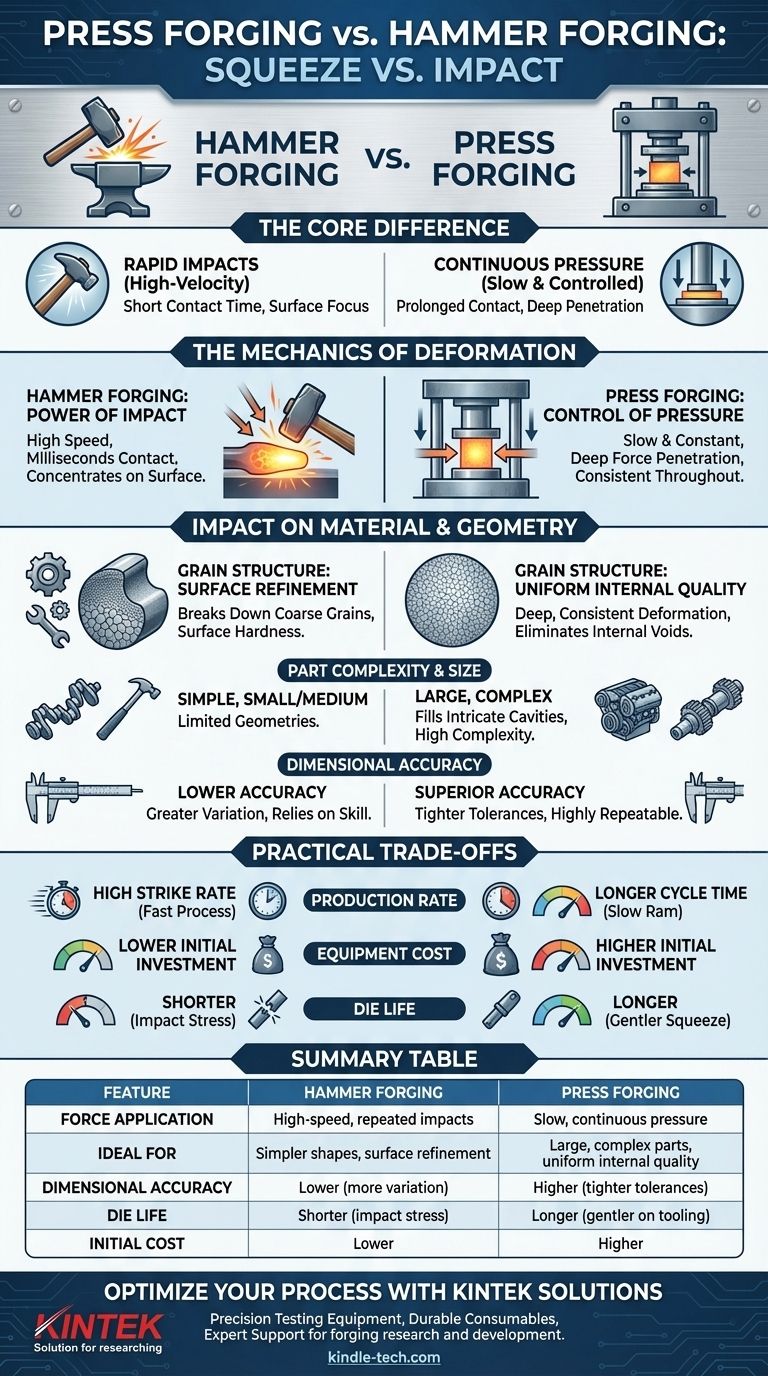
По своей сути разница между штамповкой на прессе и ковкой молотом заключается в том, как сила прилагается к заготовке. Ковка молотом представляет собой серию быстрых ударов с высокой скоростью, похожих на удар кузнечного молота. В отличие от этого, штамповка на прессе применяет медленное, непрерывное и контролируемое давление для придания металлу формы путем сжатия.
Хотя оба метода формируют металл посредством пластической деформации, выбор между ними является критически важным инженерным решением. Ковка молотом определяется высокоскоростным ударом и идеально подходит для более простых форм и улучшения поверхности, тогда как штамповка на прессе использует медленное, проникающее давление, что делает ее превосходной для больших, сложных деталей, требующих однородного внутреннего качества.

Механика деформации: сжатие против удара
Фундаментальное различие в приложении силы диктует все остальные аспекты процесса, от результирующей структуры зерна материала до сложности и стоимости конечной детали.
Ковка молотом: сила удара
Ковка молотом использует штамп, который ударяет по заготовке на высокой скорости. Это передает огромное количество кинетической энергии за очень короткий промежуток времени.
Время контакта между штампом молота и горячим металлом чрезвычайно короткое, измеряется миллисекундами. Это минимизирует теплопередачу от заготовки к штампу, дольше сохраняя ядро детали горячим.
Однако энергия удара имеет тенденцию концентрироваться на поверхности заготовки. Это может привести к менее однородной деформации по всему сечению материала.
Штамповка на прессе: контроль давления
Штамповка на прессе, с использованием механического или гидравлического пресса, представляет собой процесс контролируемого сжатия. Ползун пресса движется с гораздо более медленной, постоянной скоростью, прилагая полное давление на протяжении всего своего хода.
Это продолжительное время контакта позволяет силе проникать глубоко в материал. Медленное приложение гарантирует, что деформация будет одинаковой от поверхности до самого ядра заготовки.
Этот метод обеспечивает исключительный контроль над конечной формой и потоком внутреннего зерна материала.
Влияние на свойства материала и геометрию
Различие «сжатие против удара» напрямую влияет на качество, форму и точность конечного кованого компонента.
Структура зерна и внутреннее качество
Ковка молотом эффективна для улучшения структуры зерна на поверхности детали и вблизи нее. Быстрые удары разрушают крупные зерна, улучшая поверхностную твердость и сопротивление усталости.
Штамповка на прессе создает гораздо более однородную и мелкозернистую микроструктуру по всему объему компонента. Эта глубокая, последовательная деформация критически важна для высокопроизводительных, критически важных по напряжению деталей, таких как диски турбин или аэрокосмические конструкционные компоненты, поскольку она устраняет внутренние пустоты и обеспечивает предсказуемые механические свойства.
Достижимая сложность и размер деталей
Ковка молотом обычно используется для небольших и средних деталей с относительно простой геометрией, таких как ручные инструменты, коленчатые валы и шатуны.
Штамповка на прессе превосходна в производстве очень больших и геометрически сложных деталей. Медленное, контролируемое давление позволяет металлу более полно заполнять сложные полости штампа, что позволяет создавать компоненты, которые невозможно сформировать молотом.
Точность размеров и допуски
Штамповка на прессе обеспечивает превосходную точность размеров и возможность выдерживать более жесткие допуски. Контролируемая сила и скорость пресса обеспечивают высокую повторяемость процесса.
Ковка молотом в большей степени зависит от навыков оператора и энергии каждого удара, которые могут варьироваться. Это приводит к большей вариации размеров конечных деталей, часто требуя более обширной последующей механической обработки.
Понимание практических компромиссов
Выбор процесса — это не только материаловедение; это также решение, основанное на экономике, объеме производства и эксплуатационных ограничениях.
Скорость производства против времени цикла
Ковка молотом имеет очень высокую частоту ударов, что делает сам процесс очень быстрым. Для более простых деталей это может привести к более высокой общей скорости производства.
Штамповка на прессе имеет более длительное время цикла на деталь из-за медленного движения ползуна. Однако современные автоматизированные прессы все же могут достигать высокой пропускной способности для подходящих компонентов.
Стоимость оборудования и инвестиции
Оборудование для ковки молотом, как правило, менее дорогое, требует более простого фундамента и представляет собой меньшие первоначальные капиталовложения.
Гидравлические и механические прессы, особенно с высоким тоннажем, представляют собой массивные, сложные машины, которые значительно дороже в покупке, установке и обслуживании.
Срок службы штампов и техническое обслуживание
Интенсивные, повторяющиеся удары ковочного молота вызывают значительный износ и нагрузку на штампы, что приводит к более короткому сроку службы штампов и более высоким затратам на замену инструмента.
Контролируемое сжатие пресса гораздо более щадяще для инструмента. Это приводит к более длительному сроку службы штампов и сокращению технического обслуживания, что в долгосрочной перспективе может компенсировать более высокую первоначальную стоимость оборудования.
Как сделать правильный выбор для вашего применения
Выбор правильного процесса ковки требует согласования возможностей метода с конкретными инженерными и бизнес-требованиями вашего компонента.
- Если ваш основной фокус — большие, критически важные для безопасности компоненты (например, шасси самолетов, большие промышленные валы): Выбирайте штамповку на прессе из-за превосходной внутренней структуры зерна, однородности и целостности без пустот.
- Если ваш основной фокус — крупносерийное производство небольших, более простых деталей (например, ручные инструменты, стандартные автомобильные компоненты): Ковка молотом часто является более экономичным выбором из-за ее скорости и более низкой первоначальной стоимости оборудования.
- Если ваш основной фокус — экстремальная точность размеров и сложная геометрия: Штамповка на прессе обеспечивает контроль, необходимый для достижения жестких допусков и заполнения сложных полостей штампа, минимизируя последующую механическую обработку.
- Если ваш основной фокус — минимизация первоначальных капиталовложений в новую операцию: Ковка молотом обеспечивает более низкий порог входа для производства широкого спектра стандартных кованых деталей.
В конечном счете, правильный процесс — это тот, который производит деталь, соответствующую всем инженерным спецификациям, с наиболее эффективной общей стоимостью.
Сводная таблица:
| Характеристика | Ковка молотом | Штамповка на прессе |
|---|---|---|
| Приложение силы | Высокоскоростные, повторяющиеся удары | Медленное, непрерывное давление |
| Идеально подходит для | Более простые формы, улучшение поверхности | Большие, сложные детали, однородное внутреннее качество |
| Точность размеров | Ниже (больше вариаций) | Выше (более жесткие допуски) |
| Срок службы штампов | Короче (из-за ударной нагрузки) | Дольше (более щадящее отношение к инструменту) |
| Первоначальная стоимость оборудования | Ниже | Выше |
Оптимизируйте свой процесс обработки металлов с помощью решений KINTEK
Выбор между штамповкой на прессе и ковкой молотом имеет решающее значение для достижения правильного баланса между качеством детали, стоимостью и производительностью. В KINTEK мы специализируемся на предоставлении передового лабораторного оборудования и расходных материалов, которые поддерживают тестирование материалов и разработку процессов для ковки. Независимо от того, исследуете ли вы поведение материалов, тестируете конструкции штампов или оптимизируете производственные параметры, наши надежные инструменты помогут вам принимать решения, основанные на данных.
Позвольте нам помочь вам улучшить ваши операции ковки:
- Оборудование для точного тестирования: Оценка свойств материалов и структуры зерна.
- Долговечные расходные материалы: Обеспечение стабильных результатов при высокотемпературном моделировании ковки.
- Экспертная поддержка: Используйте наш опыт для выбора правильных инструментов для ваших нужд в НИОКР или контроле качества.
Свяжитесь с нами сегодня, чтобы обсудить, как решения KINTEK могут помочь в решении ваших задач в области ковки и повысить эффективность в вашей лаборатории или производственной среде.
Визуальное руководство
Связанные товары
- Пресс-форма кольцевая для лабораторных применений
- Круглая двунаправленная пресс-форма для лаборатории
- Пресс-форма против растрескивания для лабораторного использования
- Пресс-форма Assemble Square Lab для лабораторных применений
- Цилиндрическая пресс-форма для лабораторных применений
Люди также спрашивают
- Какова основная функция прессования для порошков LAGP? Достижение высокопроизводительных твердых электролитов
- Что такое штамповая оснастка? Прецизионная система для эффективного массового производства
- Для чего используется пресс-форма? Достижение повторяемой точности и эффективности
- Как использовать пресс-форму? Освойте искусство создания однородных керамических форм
- Каково назначение специализированных устройств давления в твердотельных сульфидных батареях? Обеспечение хемомеханической стабильности

















