
Инженерный парадокс
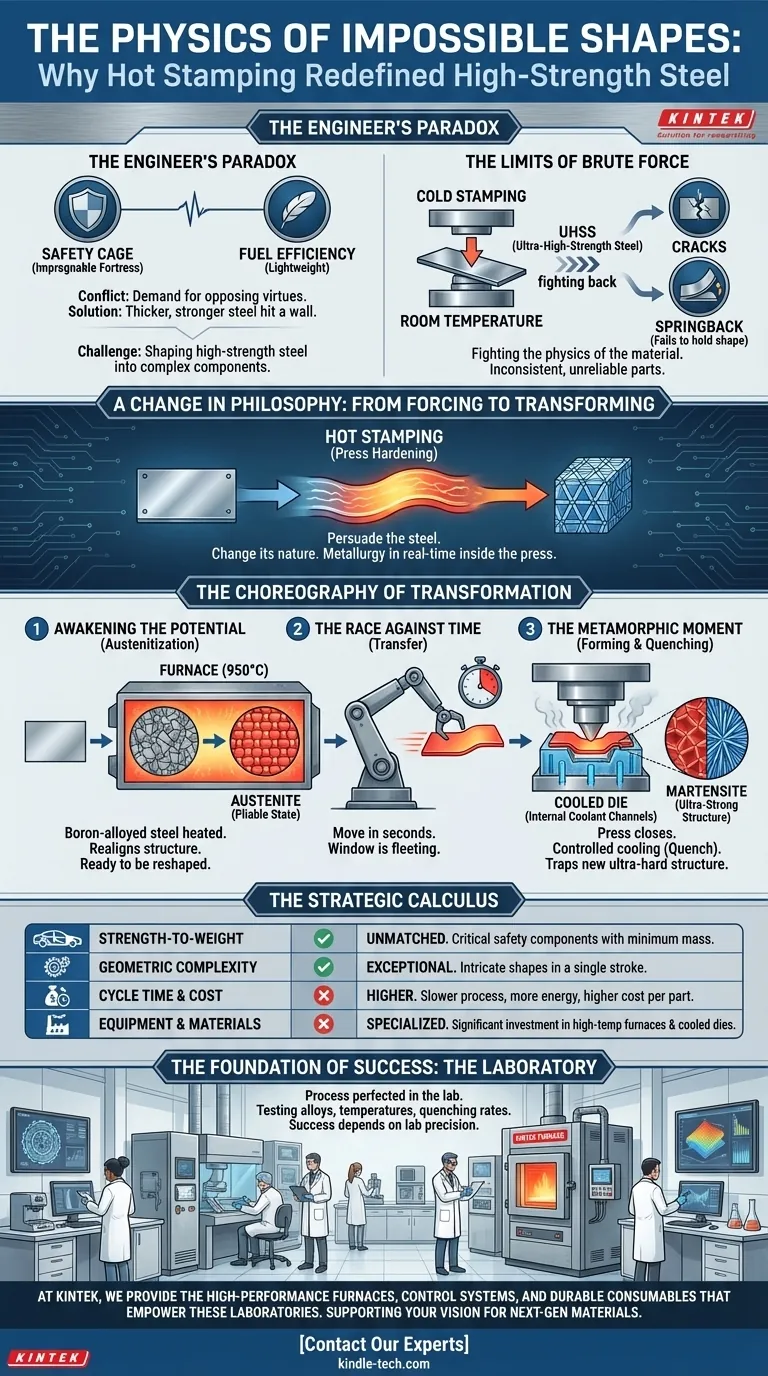
Каждый инженер сталкивается с фундаментальным противоречием: требованием противоположных качеств в одном объекте. В автомобильном дизайне этот парадокс неумолим. Каркас безопасности автомобиля должен быть неприступной крепостью для защиты пассажиров, но сам автомобиль должен быть максимально легким для достижения топливной экономичности.
Десятилетиями решением было просто использовать более толстую и прочную сталь. Но этот подход уперся в стену. Нельзя просто продолжать увеличивать вес. Настоящая задача заключалась не только в том, чтобы сделать сталь прочнее, но и в том, чтобы придать этой невероятно прочной стали сложную, точную форму, необходимую для современного автомобиля.
Пределы грубой силы
Традиционное производство полагается на холодную штамповку. Вы берете лист стали при комнатной температуре и с огромной силой придаете ему форму. Это быстро, эффективно и прекрасно работает для стандартных деталей.
Но когда вы пытаетесь сделать это с высокопрочной сталью (UHSS), материал сопротивляется. Сталь настолько устойчива к деформации, что либо трескается под нагрузкой, либо, что более тонко, "отскакивает" — частично возвращаясь к своей первоначальной плоской форме после снятия давления пресса.
Это не просто мелкое неудобство; это фундаментальный сбой процесса. Детали получаются непоследовательными, ненадежными, а дизайн, который вы довели до совершенства в программном обеспечении, становится физически невозможным на производственной линии. Вы боретесь с физикой материала.
Изменение философии: от принуждения к трансформации
Горячая штамповка, или формование с закалкой, основана на другой философии. Вместо того чтобы бороться со сталью, вы убеждаете ее. Вы полностью меняете ее природу, чтобы достичь своей цели.
Основная идея проста, но глубока: нагреть сталь до мягкости и податливости, легко придать ей форму, а затем зафиксировать новую, гораздо более прочную внутреннюю структуру в процессе охлаждения. Это не просто формование металла; это металлургия в реальном времени, прямо внутри пресса.
Хореография трансформации
Процесс представляет собой точный, высокорискованный балет из тепла, времени и давления. Каждый шаг имеет решающее значение для конечного результата.
Шаг 1: Раскрытие потенциала (Аустенитизация)
Все начинается с заготовки из специальной легированной бором стали. Это не обычная сталь; она специально разработана для такой обработки. Заготовку помещают в печь и нагревают примерно до 950°C. При этой температуре ее внутренняя кристаллическая структура перестраивается в однородное, податливое состояние, называемое аустенитом. Сталь теперь раскалена докрасна, ее упрямый характер стерт, готова к изменению формы.
Шаг 2: Гонка со временем (Перенос)
После полного аустенитизирования заготовку необходимо за несколько секунд переместить из печи в штамповочный пресс. Это часто является лихорадочной, точной задачей для роботизированной руки. Слишком медленно, и заготовка остынет, потеряв свою податливость. Окно возможностей мимолетно.
Шаг 3: Момент метаморфозы (Формование и закалка)
Вот где происходит волшебство. Пресс закрывается, формируя мягкую заготовку. Но штамп, в который она вдавливается, не пассивен; он имеет внутренние каналы, по которым циркулирует охлаждающая жидкость. По мере формирования детали штамп одновременно и быстро отводит тепло.
Это резкое, контролируемое охлаждение — закалка — и трансформирует сталь. Структура аустенита не успевает вернуться в предыдущее состояние. Вместо этого она фиксируется, перестраиваясь в невероятно твердую, игольчатую кристаллическую структуру, называемую мартенситом.
Деталь выходит из пресса не просто сформированной, а фундаментально измененной. Теперь она сверхпрочная, прошедшая полную метаморфозу.
Стратегический расчет: трезвая оценка
Этот элегантный процесс не является универсальным решением. Это специализированный инструмент для конкретной, требовательной задачи. Решение об его использовании является стратегическим, балансирующим его мощные преимущества против присущих ему затрат.
| Аспект | Анализ |
|---|---|
| Соотношение прочности и веса | Непревзойденное. Создает детали для критически важных компонентов безопасности (стойки A/B, продольные элементы крыши), обеспечивающие максимальную защиту при минимальной массе. |
| Геометрическая сложность | Исключительное. Позволяет дизайнерам создавать сложные формы одним ударом, объединяя несколько более простых деталей в одну. |
| Время цикла и стоимость | Выше. Стадия нагрева делает процесс медленнее и более энергоемким, чем холодная штамповка, увеличивая стоимость одной детали. |
| Оборудование и материалы | Специализированное. Требует значительных капитальных вложений в высокотемпературные печи и сложные прессы с внутренним охлаждением. |
Основа успеха: лаборатория
Прежде чем первая деталь будет отштампована на производственной линии стоимостью в миллионы долларов, весь процесс рождается, тестируется и совершенствуется в лаборатории материаловедения. Именно здесь происходит настоящая работа.
Инженеры в лаборатории тщательно тестируют новые сплавы борированной стали, определяя точную температуру и время, необходимые для полного аустенитизирования. Они проводят симуляции и мелкомасштабные испытания для оптимизации скорости закалки, зная, что слишком быстрое охлаждение может вызвать хрупкость, а слишком медленное не позволит достичь целевой прочности.
Здесь высокотемпературная печь — это не просто нагреватель, а инструмент открытия. Где системы контроля температуры — это не просто регулировка, а обеспечение абсолютной повторяемости, требуемой промышленным производством. Успех производственной линии является прямым отражением точности и надежности лабораторного оборудования, которое разработало процесс.
В KINTEK мы поставляем высокопроизводительные печи, системы управления и долговечные расходные материалы, которые позволяют этим лабораториям раздвигать границы материаловедения. Для совершенствования такого требовательного процесса, как горячая штамповка, требуется оборудование, которому можно безоговорочно доверять.
Если вы разрабатываете следующее поколение высокопрочных материалов и производственных процессов, у нас есть инструменты для поддержки вашего видения. Свяжитесь с нашими экспертами
Визуальное руководство
Связанные товары
- Автоматический лабораторный пресс-вулканизатор
- Автоматический гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования
- Гидравлический пресс с подогревом и нагревательными плитами, ручной лабораторный горячий пресс
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Ручной гидравлический пресс с нагревательными плитами для лабораторного горячего прессования
Связанные статьи
- Подробное руководство по лабораторным прессам и производству окатышей KBr
- Понимание особенностей и функций лабораторного пресса
- Раскрытие универсальности лабораторных прессов с подогревом: подробное руководство
- Комплексное руководство по термопрессу и необходимым расходным материалам
- Полное руководство по термопрессам


















