
Один невидимый дефект
Представьте себе критически важную лопатку турбины в реактивном двигателе, вращающуюся тысячи раз в минуту. Если она выходит из строя, причиной редко является огромная видимая трещина. Чаще всего это микроскопическая полость, пустое пространство размером не больше пылинки, оставшееся после ее создания.
Это не отказ самого металла. Это отказ давления.
Наше глубокое доверие к спроектированным компонентам — это доверие к их внутренней целостности. Мы предполагаем, что они идеально твердые. Но традиционное производство, которое часто включает направленное усилие — как молоток или пресс — может создавать скрытые напряжения и несоответствия. Это метод грубой силы.
Существует более элегантный, более фундаментальный способ. Процесс, который использует давление не как молоток, а как всеобъемлющее объятие.
Принцип однородности
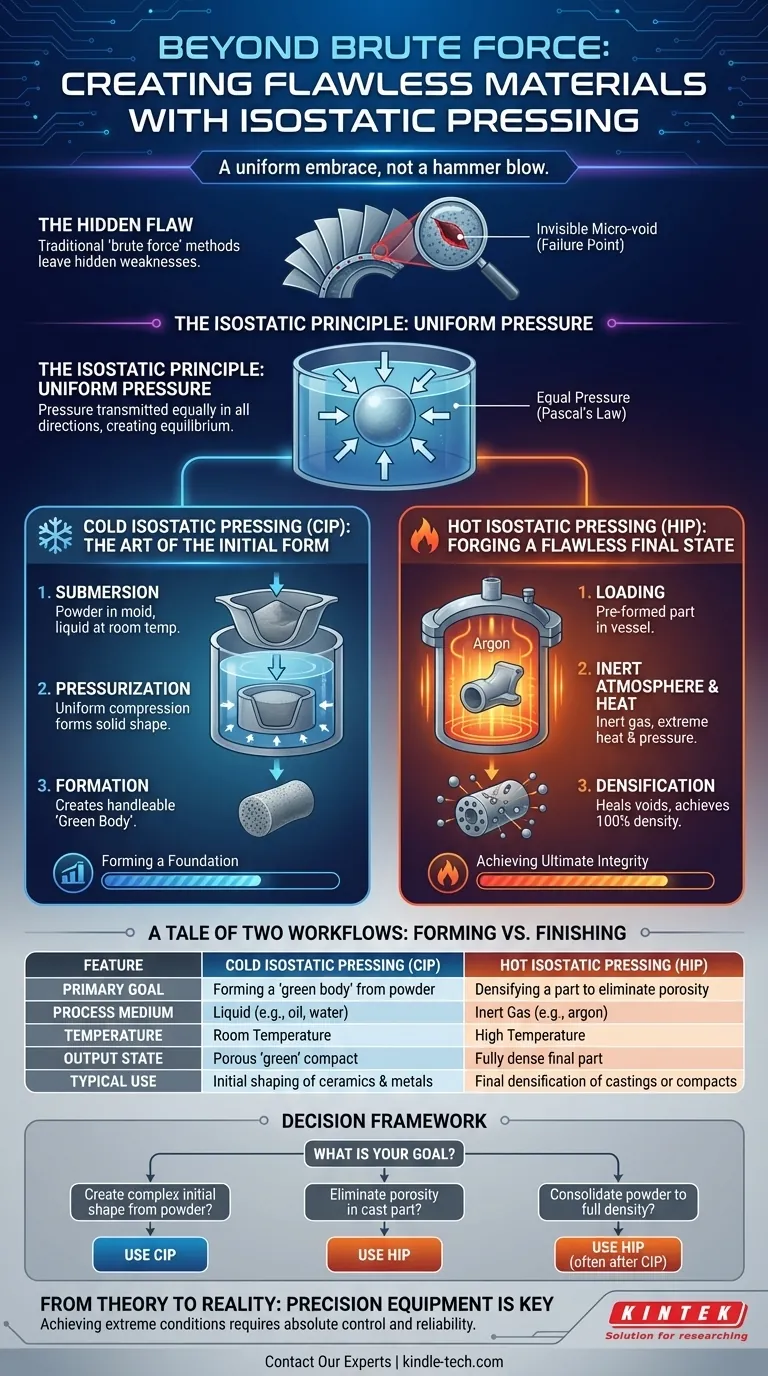
Как холодное, так и горячее изостатическое прессование (CIP и HIP) основаны на простом, мощном законе физики: давление, приложенное к заключенной жидкости, передается равномерно во всех направлениях.
Вместо того чтобы прессовать деталь с одной или двух сторон, компонент погружается в жидкую среду (жидкость или газ), которая создает идеально равномерное давление на каждую точку его поверхности.
Психологический сдвиг огромен. Мы переходим от логики принуждения к логике равновесия. Результатом является деталь с высокой равномерной плотностью и предсказуемым поведением, свободная от внутренних слабостей, рожденных неравномерным усилием.
Два пути к изостатическому совершенству
Хотя они разделяют основной принцип, CIP и HIP служат разным целям на пути к безупречному материалу. Они представляют собой два разных этапа: создание формы и совершенствование вещества.
Холодное изостатическое прессование (CIP): искусство начальной формы
CIP — это этап формования. Он начинается с порошка — керамического, металлического или полимерного — помещенного в гибкую герметичную форму.
- Погружение: Форма погружается в камеру с жидкостью, обычно маслом или водой, при комнатной температуре.
- Повышение давления: Камера находится под давлением, в результате чего жидкость равномерно сжимает форму со всех сторон.
- Формирование: Частицы порошка сжимаются вместе, создавая твердый, удобный для обработки объект, называемый «зеленым телом».
Это зеленое тело похоже на идеально слепленный снежок. Оно имеет форму и достаточно прочное, чтобы его можно было держать в руках, но оно еще не стало льдом. Это однородная основа, готовая к следующему этапу.
Горячее изостатическое прессование (HIP): создание безупречного конечного состояния
HIP — это этап финишной обработки, предназначенный для достижения максимальной целостности материала. Он берет предварительно сформированную деталь (например, зеленое тело из CIP или литье металла) и совершенствует ее.
- Загрузка: Деталь помещается в сосуд высокого давления.
- Инертная атмосфера: Сосуд заполняется инертным газом высокой чистоты, например, аргоном.
- Уплотнение: Температура и давление повышаются до экстремальных уровней.
Под действием этого интенсивного, равномерного тепла и давления атомы материала начинают двигаться. Они диффундируют через границы любых внутренних полостей, эффективно исцеляя деталь изнутри. Микроскопические поры просто исчезают. Результатом является компонент практически 100% плотности.
История двух рабочих процессов: формование против финишной обработки
Выбор между CIP и HIP полностью зависит от вашей цели. Вы пытаетесь создать форму или усовершенствовать существующую?
| Характеристика | Холодное изостатическое прессование (CIP) | Горячее изостатическое прессование (HIP) |
|---|---|---|
| Основная цель | Формирование «зеленого тела» из порошка | Уплотнение детали для устранения пористости |
| Рабочая среда | Жидкость (например, масло, вода) | Инертный газ (например, аргон) |
| Температура | Комнатная температура | Высокая температура |
| Результат | Пористое «зеленое» тело | Полностью уплотненная конечная деталь |
| Типичное применение | Первичное формование керамики и металлов | Финальное уплотнение отливок или прессовок |
Это приводит к четкой системе принятия решений:
- Для создания сложной начальной формы из порошка: CIP — идеальный метод для формирования однородного «зеленого тела».
- Для устранения пористости в литой металлической детали: HIP — важный этап финишной обработки для максимальной прочности.
- Для консолидации порошка в полностью уплотненную конечную деталь: Вы почти всегда будете использовать HIP, часто на детали, предварительно сформированной методом CIP.
От теории к практике: критическая роль оборудования
Достижение экстремальных условий, необходимых для изостатического прессования, является монументальной инженерной задачей. Сосуды должны выдерживать давление в сотни раз большее, чем глубоководный аппарат, а печи HIP должны достигать температур, способных превратить металл в податливую глину.
Разница между безупречно плотным компонентом и неудавшимся экспериментом заключается в точности и надежности лабораторного оборудования. Здесь теория встречается с реальностью. Превращение элегантного принципа равномерного давления в ощутимый, идеальный материал требует систем, способных управлять этими силами с абсолютным контролем.
В KINTEK мы специализируемся на лабораторном оборудовании, которое делает эту трансформацию возможной. Будь то формирование базовой формы с помощью CIP или достижение теоретической плотности с помощью HIP, наши системы обеспечивают контроль и надежность, необходимые для выхода за рамки производства грубой силы. Для создания материалов, которым можно доверять, без исключений.
Для более глубокого обсуждения того, как применить эти принципы в вашей работе, свяжитесь с нашими экспертами
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
Связанные статьи
- Выбор правильного теплого изостатического пресса: Ключевые факторы, которые необходимо учитывать
- За гранью спецификаций: Освоение тепловой динамики изостатического прессования в теплом состоянии
- Руководство по выбору правильной температуры для теплого изостатического жима
- Теплое изостатическое прессование. Обзор процесса и оборудования.
- Изучение возможностей и областей применения теплого изостатического прессования (WIP)

















