Для пайки алюминия необходимо использовать специализированный алюминиево-кремниевый (Al-Si) присадочный пруток, часто обозначаемый как 4047 или аналогичный сплав. Эти прутки имеют более низкую температуру плавления, чем основной алюминий, который вы соединяете. Крайне важно, что успешная пайка также требует специального флюса, предназначенного для химического удаления стойкого слоя оксида алюминия, который является основным препятствием для создания прочного соединения.
Проблема соединения алюминия заключается не в самом металле, а в невидимом слое оксида алюминия с высокой температурой плавления на его поверхности. Поэтому ваш успех зависит не столько от конкретной марки прутка, сколько от использования правильного флюса и поддержания точного контроля температуры для управления этим оксидным слоем.

Почему пайка алюминия является уникальной задачей
Чтобы эффективно соединить алюминий, вы должны сначала понять основную проблему, которую пытаетесь решить. Это не просто вопрос плавления присадочного прутка в соединение.
Проблема: Оксидный слой
Каждый кусок алюминия защищен тонким, твердым и прозрачным слоем оксида алюминия.
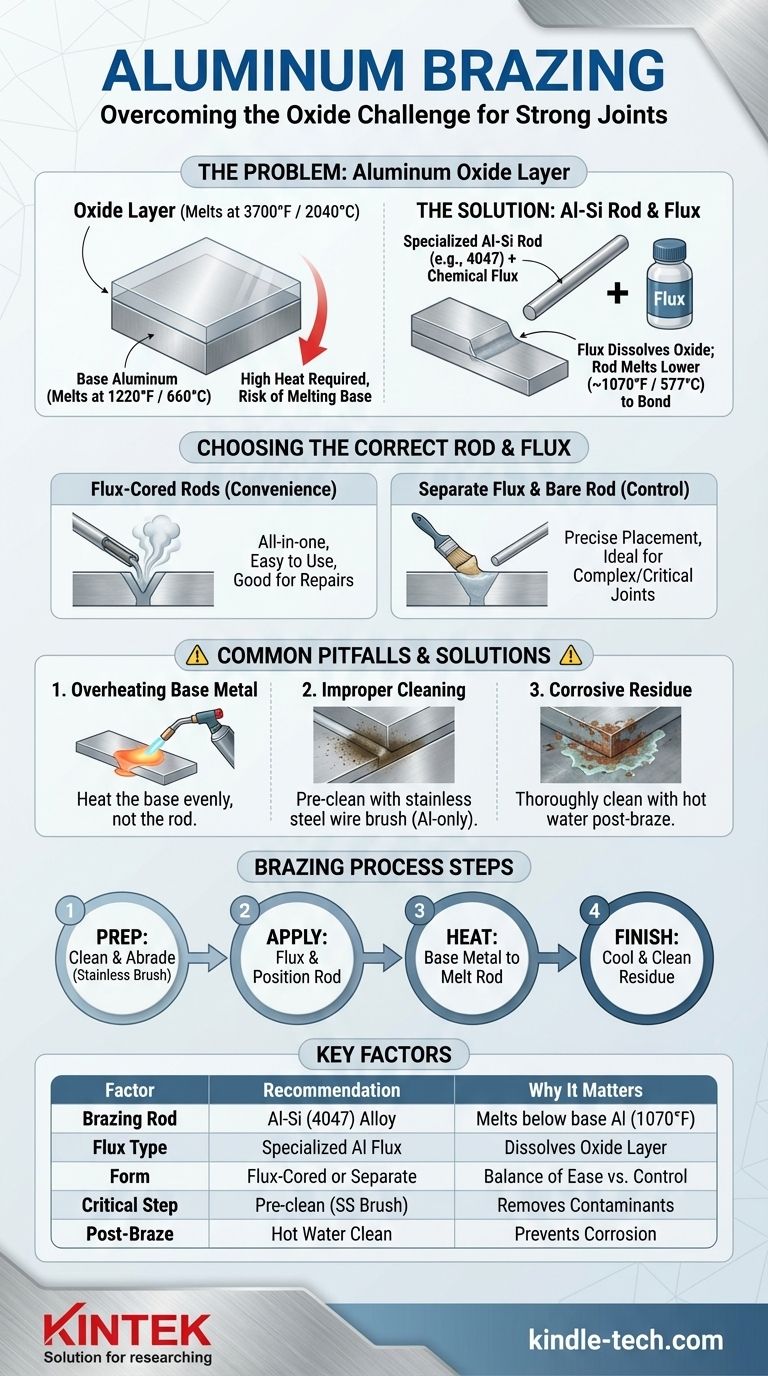
Этот оксидный слой является причиной того, что алюминий так хорошо сопротивляется коррозии, но он является главным врагом любого процесса соединения. Он плавится при температуре около 3700°F (2040°C), в то время как алюминий под ним плавится всего при 1220°F (660°C).
Если вы попытаетесь нагреть соединение, чтобы расплавить стандартный присадочный пруток, вы расплавите основной алюминий в лужу задолго до того, как пробьетесь через оксидный слой.
Решение: Флюс и низкотемпературный присадочный пруток
Решение представляет собой двухкомпонентную систему: специализированный присадочный пруток и активный химический флюс.
Флюс — это химический агент, предназначенный для атаки и растворения слоя оксида алюминия при нагревании. Алюминиево-кремниевый присадочный пруток предназначен для плавления при температуре немного ниже температуры основного алюминия, что позволяет ему течь в соединение, как только флюс расчистит путь.
Выбор правильного прутка и флюса
Хотя процесс является ключевым, выбор правильных материалов — это необходимый первый шаг. Ваш выбор обычно сводится к удобству против контроля.
Стандартный выбор: Алюминиево-кремниевые (Al-Si) прутки
Промышленным стандартом для пайки алюминия является сплав алюминия и кремния, чаще всего 4047 (Al-Si12).
Высокое содержание кремния придает этому сплаву два критически важных свойства:
- Более низкая температура плавления: Он становится жидким при температуре около 1070°F (577°C), что значительно ниже температуры плавления обычных алюминиевых сплавов.
- Отличная текучесть (смачивание): В расплавленном состоянии он легко проникает в плотно прилегающие соединения за счет капиллярного действия.
Прутки с флюсовым сердечником против отдельного флюса
Вы можете приобрести эти материалы в двух основных формах.
Прутки с флюсовым сердечником содержат флюсовый порошок внутри самого прутка. При нагревании пруток выделяет флюс непосредственно в соединение. Это очень удобно и отлично подходит для начинающих.
Отдельный флюс предполагает нанесение флюсовой пасты или порошка на соединение перед нагревом, а затем введение голого присадочного прутка. Этот метод обеспечивает больший контроль над размещением флюса и часто предпочтителен для сложных или критических соединений.
Понимание компромиссов и распространенных ошибок
Алюминий очень мало предупреждает о своем разрушении. Он не светится красным, как сталь, перед плавлением; он просто превращается в жидкую лужу. Эта беспощадная природа приводит к распространенным ошибкам.
Ошибка №1: Перегрев основного металла
Это самая распространенная ошибка. Операторы прикладывают слишком много прямого тепла к заготовке, пытаясь расплавить пруток.
Правильная техника заключается в равномерном нагреве основного металла вокруг соединения до тех пор, пока он не станет достаточно горячим, чтобы расплавить пруток при контакте. Горелка должна нагревать деталь, а не пруток.
Ошибка №2: Неправильная очистка
Флюс может сделать только часть работы. Поверхность должна быть механически очищена, прежде чем вы начнете.
Используйте щетку из нержавеющей стали (которая используется только для алюминия), чтобы очистить область соединения непосредственно перед нанесением флюса и нагревом. Это удаляет поверхностные загрязнения и часть толстого оксидного слоя, позволяя флюсу работать более эффективно.
Ошибка №3: Забывание о послепаечной очистке
Большинство флюсов для пайки алюминия являются коррозионными. Если их оставить на соединении, они будут притягивать влагу и со временем вызывать коррозию алюминия.
После того как деталь остынет, вы должны тщательно очистить соединение горячей водой и жесткой щеткой, чтобы удалить все остатки флюса.
Выбор правильного решения для вашей цели
Конкретные потребности вашего проекта будут определять выбор материала и процесса.
- Если ваша основная цель — простой, быстрый ремонт: Выберите высококачественный алюминиево-кремниевый (типа 4047) пруток с флюсовым сердечником. Его универсальность значительно упрощает процесс.
- Если ваша основная цель — соединение тонкостенных труб или листов: Используйте отдельный флюс и голый пруток для лучшего контроля нагрева и сосредоточьтесь на широком и равномерном нагреве соединения, чтобы предотвратить проплавление тонкого материала.
- Если ваша основная цель — максимальная прочность или структурный компонент: Пересмотрите, является ли пайка правильным процессом. Сварка TIG, которая плавит и сплавляет основные металлы, создает значительно более прочное соединение, чем пайка.
В конечном итоге, успех в пайке алюминия достигается благодаря тонкости и пониманию материала, а не чрезмерному нагреву или силе.
Сводная таблица:
| Ключевой фактор | Рекомендация | Почему это важно |
|---|---|---|
| Присадочный пруток | Алюминиево-кремниевый (Al-Si) сплав, например, 4047 | Плавится при ~1070°F, ниже температуры плавления основного алюминия |
| Тип флюса | Специализированный флюс для пайки алюминия | Растворяет прочный слой оксида алюминия для правильного соединения |
| Форма | Прутки с флюсовым сердечником (удобство) или отдельный флюс + голый пруток (контроль) | Выбирайте в зависимости от сложности проекта и уровня опыта |
| Критический шаг | Предварительная очистка щеткой из нержавеющей стали (только для алюминия) | Удаляет загрязнения и повышает эффективность флюса |
| После пайки | Тщательно очистите горячей водой для удаления коррозионного флюса | Предотвращает долгосрочную коррозию и обеспечивает целостность соединения |
Добейтесь безупречных алюминиевых соединений с помощью правильного оборудования и опыта.
Пайка алюминия требует точности и правильных материалов для преодоления его сложного оксидного слоя. В KINTEK мы специализируемся на предоставлении высококачественного лабораторного оборудования и расходных материалов, адаптированных к вашим конкретным потребностям в соединении и изготовлении. Независимо от того, работаете ли вы над исследованиями и разработками, прототипированием или производством, наши эксперты помогут вам выбрать идеальные присадочные прутки, флюсы и нагревательные инструменты для получения стабильных и прочных результатов.
Позвольте KINTEK расширить возможности вашей лаборатории. Свяжитесь с нашей технической командой сегодня, чтобы обсудить ваши требования к пайке алюминия и узнать, как наши решения могут улучшить ваш рабочий процесс и обеспечить успех проекта.
Визуальное руководство
Связанные товары
- Инженерные усовершенствованные керамические стержни из тонкого оксида алюминия Al2O3 с изоляцией для промышленного применения
- Прецизионно обработанный стабилизированный цирконием керамический стержень из оксида циркония для производства передовой тонкой керамики
- Керамический стержень из нитрида бора (BN) для высокотемпературных применений
- Производитель нестандартных деталей из ПТФЭ (тефлона) для сит из ПТФЭ F4
- Заказные держатели для пластин из ПТФЭ для лабораторной и полупроводниковой обработки
Люди также спрашивают
- В чем преимущество керамики перед металлом? Раскройте превосходную производительность в экстремальных условиях
- Каковы высокотемпературные свойства оксида алюминия? Откройте для себя его стабильность, прочность и пределы
- Какова максимальная рабочая температура глинозема? Критическая роль чистоты и формы
- Какую температуру выдерживает керамика? Руководство по работе в условиях экстремального нагрева
- Каков процесс изготовления оксидно-алюминиевых трубок? От порошка до высокоэффективной керамики
















