По сути, значимость компрессионного формования заключается в его уникальной способности производить очень крупные, высокопрочные и сложные композитные детали с исключительной стабильностью. Это краеугольный производственный процесс для применений, требующих структурной целостности, а не просто скорости производства, создающий компоненты, которые одновременно стабильны по размерам и имеют превосходную чистоту поверхности со всех сторон.
Компрессионное формование — это определяющий процесс, когда ваши основные требования — это структурная прочность и стабильность размеров, особенно для крупноформатных деталей, изготовленных из термореактивных или композитных материалов. Он обменивает быстрые циклы других методов на превосходную целостность детали.

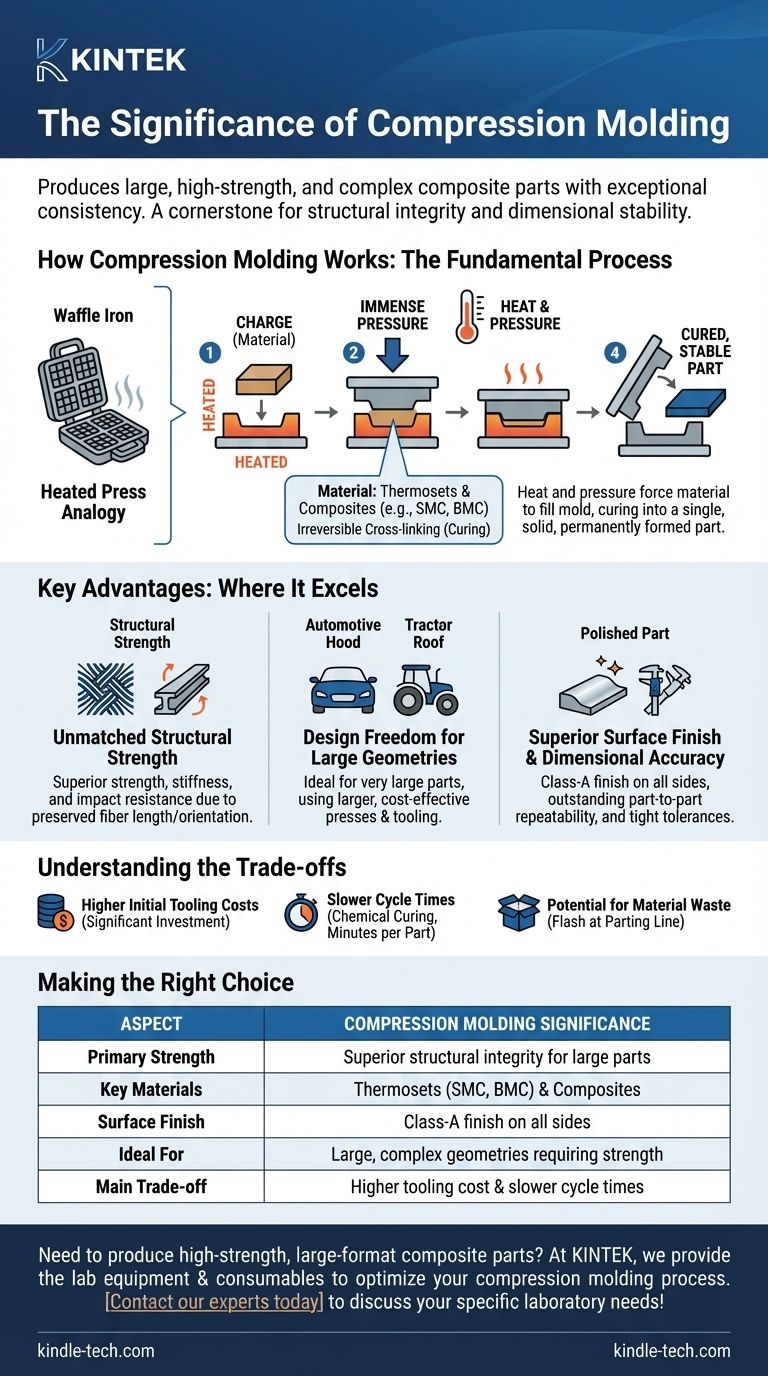
Как работает компрессионное формование: Основной процесс
Чтобы оценить его значимость, вы должны сначала понять процесс. Он механически прост, но химически сложен.
Аналогия с "нагреваемым прессом"
По своей сути, компрессионное формование похоже на высокотехнологичную вафельницу. Предварительно отмеренное количество формовочного материала, называемое заготовкой, помещается в открытую, нагретую нижнюю половину полости формы.
Затем верхняя половина формы закрывается, прикладывая огромное давление. Сочетание тепла и давления заставляет материал заполнять каждую щель формы.
Критическая роль материала
Этот процесс чаще всего используется для термореактивных пластмасс и композитных материалов, таких как листовой формовочный компаунд (SMC) или объемный формовочный компаунд (BMC).
В отличие от термопластов, которые могут быть расплавлены и переформованы, термореактивные материалы подвергаются необратимой химической реакции, называемой сшиванием, при нагревании. Это ключ к прочности и стабильности конечной детали.
Результат: Отвержденная, стабильная деталь
Тепло и давление поддерживаются до завершения реакции отверждения. В результате получается цельная, твердая, постоянно сформированная деталь, которая затем извлекается из формы.
Ключевые преимущества: Где компрессионное формование превосходит
Значимость метода определяется несколькими ключевыми преимуществами, которые другие процессы, такие как литье под давлением, не могут легко воспроизвести.
Непревзойденная структурная прочность
Поскольку заготовка материала помещается в форму, а не впрыскивается с высокой скоростью, армирующие волокна внутри композита (например, длинные стеклянные или углеродные волокна) сохраняют свою длину и ориентацию. Это приводит к получению деталей с превосходной прочностью, жесткостью и ударопрочностью.
Свобода дизайна для больших геометрий
Процесс уникально подходит для производства очень больших деталей, таких как автомобильные панели кузова, капоты, крыши тракторов и большие электрические корпуса. Более низкое давление по сравнению с литьем под давлением позволяет использовать более крупные и экономичные прессы и оснастку.
Превосходная чистота поверхности и точность размеров
Использование согласованных металлических форм означает, что обе стороны детали ("A" и "B") формируются на твердой, полированной поверхности инструмента. Это создает две поверхности класса А и обеспечивает выдающуюся повторяемость деталей и жесткие допуски размеров.
Понимание компромиссов и ограничений
Ни один процесс не идеален. Чтобы принять обоснованное решение, вы должны взвесить преимущества и присущие компромиссы.
Более высокие начальные затраты на оснастку
Прочные, согласованные металлические формы, необходимые для компрессионного формования, являются значительными капитальными вложениями. Это делает процесс менее подходящим для очень мелкосерийного производства или прототипирования.
Более медленные циклы
Процесс отверждения является химическим, а не просто термическим, и занимает время — обычно от одной до нескольких минут на деталь. Это значительно медленнее, чем циклы продолжительностью в несколько секунд, характерные для литья термопластов под давлением.
Потенциал для отходов материала
Избыточный материал, известный как облой, часто выдавливается по линии разъема формы. Хотя его можно обрезать, это представляет собой отходы материала, которые необходимо учитывать в общей стоимости детали.
Правильный выбор для вашего применения
Выбор правильного производственного процесса полностью зависит от основной цели вашего проекта.
- Если ваша основная цель — максимальная прочность и жесткость в крупном компоненте: Компрессионное формование — лучший выбор, особенно при использовании композитов, армированных длинными волокнами.
- Если ваша основная цель — массовое производство небольших, сложных термопластичных деталей: Литье под давлением обеспечит гораздо более быстрые циклы и более низкие затраты на деталь после окупаемости оснастки.
- Если ваша основная цель — прототипирование или производство сложных, уникальных деталей: 3D-печать (аддитивное производство) или обработка на станках с ЧПУ предлагают беспрецедентную гибкость без высоких затрат на оснастку.
В конечном итоге, понимание уникальных сильных сторон и ограничений компрессионного формования позволяет вам согласовать ваш метод производства с вашими конкретными инженерными и бизнес-целями.
Сводная таблица:
| Аспект | Значимость компрессионного формования |
|---|---|
| Основная прочность | Превосходная структурная целостность для крупных деталей |
| Ключевые материалы | Термореактивные материалы (SMC, BMC) и композиты |
| Чистота поверхности | Поверхность класса А со всех сторон |
| Идеально для | Крупных, сложных геометрий, требующих прочности |
| Основной компромисс | Более высокая стоимость оснастки и более медленные циклы |
Нужно производить высокопрочные, крупноформатные композитные детали?
В KINTEK мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, необходимых для разработки и тестирования материалов для компрессионного формования. Независимо от того, работаете ли вы с листовым формовочным компаундом (SMC), объемным формовочным компаундом (BMC) или другими термореактивными композитами, наши решения помогают гарантировать, что ваши материалы соответствуют строгим требованиям к прочности, стабильности размеров и чистоте поверхности.
Позвольте нам помочь вам оптимизировать ваш процесс для достижения превосходных результатов. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные лабораторные потребности!
Визуальное руководство
Связанные товары
- Пресс-форма для шариков для лаборатории
- Круглая двунаправленная пресс-форма для лаборатории
- Лабораторная пресс-форма для таблетирования порошка в пластиковом кольце XRF & KBR для ИК-Фурье
- Пресс-форма против растрескивания для лабораторного использования
- Лабораторная пресс-форма для таблетирования порошка в стальном кольце XRF & KBR для ИК-Фурье
Люди также спрашивают
- Что такое метод прессования в форму (пресс-молдинг)? Руководство по получению стабильных и детализированных керамических форм
- Каковы функции гидравлического давления при диффузионной сварке? Мастер интеграции композитных материалов высшего класса
- Какова функция лабораторного гидравлического термопресса при сборке твердотельных фотоэлектрохимических ячеек?
- Каковы преимущества использования лабораторного гидравлического пресса для горячего прессования? Достижение пиковой плотности нанокомпозитов
- Как использовать пресс-форму? Освойте искусство создания однородных керамических форм

















