В мире литья вставка — это предварительно сформированный объект, помещаемый в полость формы перед введением расплавленного материала. После затвердевания материала он облегает вставку или скрепляется с ней, становясь неотъемлемой частью конечной детали. Это позволяет создавать элементы или интегрировать различные материалы, что было бы сложно или невозможно при использовании только простой формы.
Вставка — это не просто часть формы; это стратегический инструмент, используемый для преодоления присущих литью ограничений. Он позволяет создавать сложные внутренние геометрии, многоматериальные компоненты и более удобную в обслуживании, экономически эффективную оснастку.

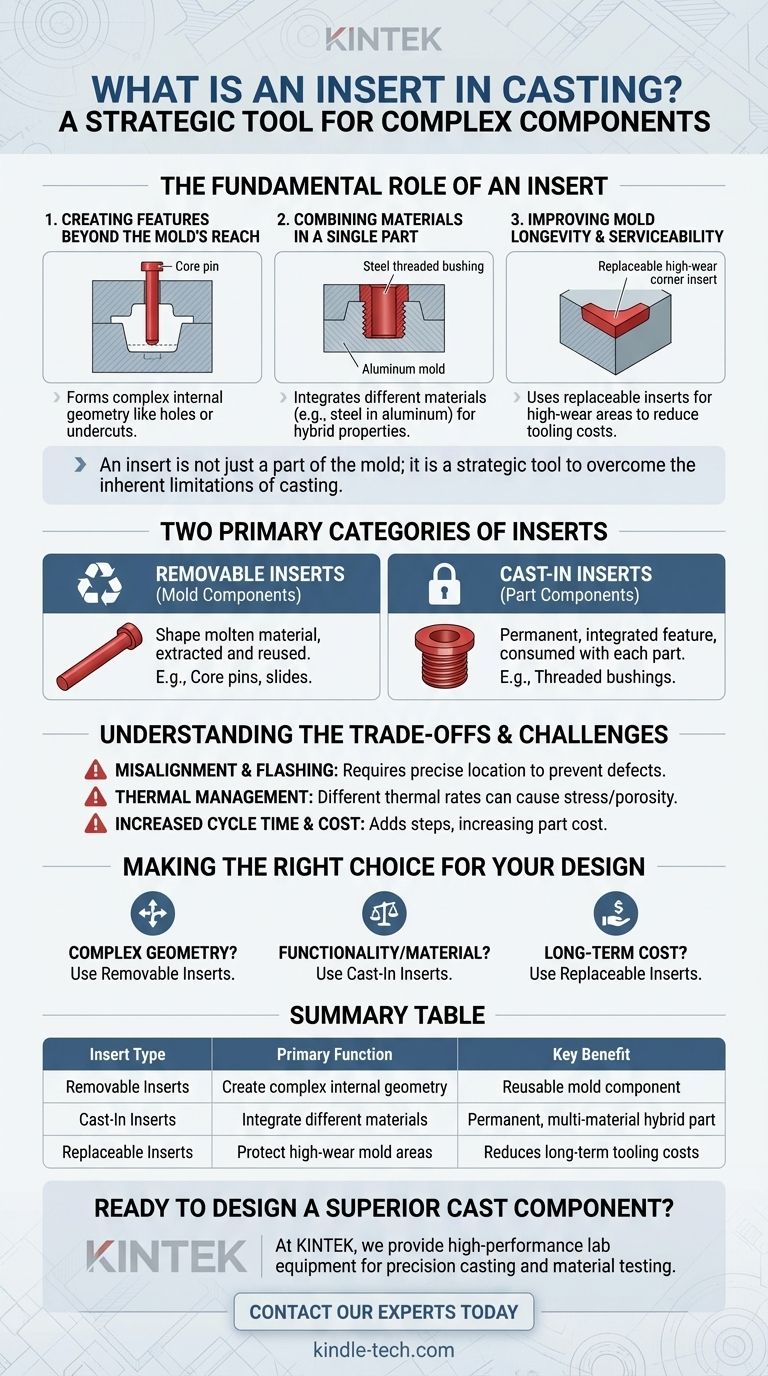
Основная роль вставки
Понимание вставок заключается в том, чтобы рассматривать форму не просто как пустоту, которую нужно заполнить. Она становится приспособлением для сборки более сложного изделия за один высокоскоростной этап.
Создание элементов, недоступных для формы
Многие литые детали требуют внутренних элементов, таких как отверстия, резьба или каналы. Хотя некоторые простые отверстия могут быть созданы путем смыкания двух половин формы, сложная внутренняя геометрия требует вставки.
Распространенным примером является штифт-стержень (core pin). Это простой стальной стержень (вставка), помещаемый в форму. Расплавленный металл обтекает его, а после остывания детали стержень извлекается, оставляя идеально сформированное гладкое отверстие.
Объединение материалов в одной детали
Именно здесь вставки приносят огромную пользу. Вставка, изготовленная из другого материала, может быть помещена в форму, чтобы стать постоянной частью конечного компонента.
Это создает гибридную деталь со свойствами, недостижимыми при использовании одного материала. Например, прочная, износостойкая стальная резьбовая втулка может быть отлита в более легкий алюминиевый корпус, обеспечивая прочную резьбу без необходимости изготовления всей детали из тяжелой, дорогой стали.
Повышение долговечности и ремонтопригодности формы
Некоторые элементы литой детали, такие как острые углы или тонкие стойки, вызывают быстрый износ самой формы. Обработка этих элементов непосредственно в большом, дорогостоящем блоке формы является рискованной.
Вместо этого эти подверженные износу элементы могут быть спроектированы как небольшие сменные вставки из закаленной инструментальной стали. Когда элемент изнашивается, вам не нужно заменять всю форму — вы просто меняете небольшую недорогую вставку, что значительно снижает долгосрочные затраты на оснастку.
Две основные категории вставок
Хотя их функции различаются, вставки делятся на две основные категории в зависимости от того, остаются ли они с деталью или с формой.
Съемные вставки (Компоненты формы)
Это функциональные части оснастки, изготовленные из прочных материалов, таких как инструментальная сталь. Их задача — формировать расплавленный материал, но они не являются частью конечного продукта.
После затвердевания детали эти вставки извлекаются из детали и повторно используются для следующего цикла. Штифты-стержни, ползуны для создания поднутрений и логотипы — все это примеры съемных вставок.
Вставки «отливаемые» (Компоненты детали)
Эти вставки помещаются в форму с намерением, чтобы они стали постоянным, интегрированным элементом конечного продукта. Они расходуются в процессе, и для каждой детали требуется новая вставка.
К распространенным примерам относятся электрические контакты, опорные поверхности, армирующие структурные элементы и упомянутые выше резьбовые втулки. Этот процесс часто называют литьем с закладными элементами (insert molding).
Понимание компромиссов и проблем
Хотя использование вставок является мощным инструментом, оно требует тщательного проектирования и вносит сложности, которыми необходимо управлять.
Риск смещения и облоя
Вставка должна удерживаться надежно в правильном положении внутри формы, когда впрыскивается расплавленный металл под высоким давлением.
Любое незначительное смещение или зазор может привести к тому, что металл «просочится» (flash) или проникнет в непреднамеренные области, создавая дефекты и потенциально повреждая форму. Точные установочные элементы критически важны как для вставки, так и для формы.
Сложность управления температурой
Вставка, особенно изготовленная из другого материала, будет нагреваться и охлаждаться с другой скоростью, чем окружающая форма и расплавленный сплав.
Этот температурный перепад может вызвать внутреннее напряжение в конечной детали или привести к локальной пористости. Проектирование каналов охлаждения формы должно учитывать тепловую массу вставки для обеспечения равномерного затвердевания.
Увеличение времени цикла и стоимости
Процесс помещения вставки в форму добавляет этап в производственный цикл. Независимо от того, выполняется ли он вручную оператором или с помощью автоматизации, это занимает время.
Это может увеличить время цикла и стоимость за деталь по сравнению с более простым процессом литья без вставок. Ценность, которую добавляет вставка, должна оправдывать эти дополнительные эксплуатационные расходы.
Принятие правильного решения для вашего дизайна
Использование вставок — это дизайнерское решение, которое должно приниматься на основе четких требований к продукту.
- Если ваш основной фокус — создание сложной внутренней геометрии: Используйте съемные вставки, такие как стержни-сердечники и ползуны, для эффективного формирования отверстий, каналов или поднутрений.
- Если ваш основной фокус — добавление функциональности или другого материала: Используйте отливаемые вставки, такие как резьбовые шпильки или закаленные износостойкие поверхности, для создания прочного многоматериального компонента за один шаг.
- Если ваш основной фокус — долгосрочные производственные затраты: Спроектируйте зоны формы, подверженные сильному износу, как сменные вставки, чтобы избежать дорогостоящей замены инструмента и минимизировать время простоя.
В конечном счете, рассмотрение вставок как стратегического элемента дизайна позволяет создавать более сложные, функциональные и экономически эффективные литые компоненты.
Сводная таблица:
| Тип вставки | Основная функция | Ключевое преимущество |
|---|---|---|
| Съемные вставки | Создание сложной внутренней геометрии (отверстия, поднутрения) | Многоразовый компонент формы; эффективны для сложных форм |
| Отливаемые вставки | Интеграция различных материалов (например, стальная резьба в алюминии) | Создает постоянную многоматериальную гибридную деталь |
| Сменные вставки | Защита зон формы, подверженных сильному износу | Снижает долгосрочные затраты на оснастку и время простоя |
Готовы спроектировать превосходный литой компонент?
В KINTEK мы специализируемся на предоставлении высокопроизводительного лабораторного оборудования и расходных материалов, необходимых для точного литья и испытаний материалов. Независимо от того, занимаетесь ли вы прототипированием со вставками или масштабированием производства, наши решения помогают вам достичь точного контроля температуры и анализа материалов.
Давайте оптимизируем ваш процесс литья вместе. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные лабораторные и производственные потребности!
Визуальное руководство
Связанные товары
Люди также спрашивают
- Что такое процесс каландрирования? Руководство по крупносерийному производству пластиковой пленки
- Каково влияние скорости охлаждения на литье? Контроль прочности, пластичности и дефектов
- Какие существуют новейшие технологии в аддитивном производстве? От прототипирования до массового производства
- Каковы 4 основных типа литья? Руководство по выбору правильного процесса
- Каковы недостатки молекулярного дистиллятора с падающей пленкой? Высокая стоимость, сложность и ограничения разделения
